- Canton Champion Fibre Company (2308)
- Cherokee Traditions (293)
- Civil War in Southern Appalachia (165)
- Craft Revival (1942)
- Great Smoky Mountains - A Park for America (2683)
- Highlights from Western Carolina University (430)
- Horace Kephart (941)
- Journeys Through Jackson (154)
- LGBTQIA+ Archive of Jackson County (15)
- Oral Histories of Western North Carolina (314)
- Picturing Appalachia (6679)
- Stories of Mountain Folk (413)
- Travel Western North Carolina (160)
- Western Carolina University Fine Art Museum Vitreograph Collection (129)
- Western Carolina University Herbarium (92)
- Western Carolina University: Making Memories (708)
- Western Carolina University Publications (2283)
- Western Carolina University Restricted Electronic Theses and Dissertations (146)
- Western North Carolina Regional Maps (71)
- World War II in Southern Appalachia (131)
- Allanstand Cottage Industries (62)
- Appalachian National Park Association (53)
- Bennett, Kelly, 1890-1974 (1295)
- Berry, Walter (76)
- Brasstown Carvers (40)
- Carver, George Washington, 1864?-1943 (26)
- Cathey, Joseph, 1803-1874 (1)
- Champion Fibre Company (233)
- Champion Paper and Fibre Company (297)
- Cherokee Indian Fair Association (16)
- Cherokee Language Program (22)
- Crowe, Amanda (40)
- Edmonston, Thomas Benton, 1842-1907 (7)
- Ensley, A. L. (Abraham Lincoln), 1865-1948 (275)
- Fromer, Irving Rhodes, 1913-1994 (70)
- George Butz (BFS 1907) (46)
- Goodrich, Frances Louisa (120)
- Grant, George Alexander, 1891-1964 (96)
- Heard, Marian Gladys (60)
- Kephart, Calvin, 1883-1969 (15)
- Kephart, Horace, 1862-1931 (313)
- Kephart, Laura, 1862-1954 (39)
- Laney, Gideon Thomas, 1889-1976 (439)
- Masa, George, 1881-1933 (61)
- McElhinney, William Julian, 1896-1953 (44)
- Niggli, Josephina, 1910-1983 (10)
- North Carolina Park Commission (105)
- Osborne, Kezia Stradley (9)
- Owens, Samuel Robert, 1918-1995 (11)
- Penland Weavers and Potters (36)
- Roberts, Vivienne (15)
- Roth, Albert, 1890-1974 (142)
- Schenck, Carl Alwin, 1868-1955 (1)
- Sherrill's Photography Studio (2565)
- Southern Highland Handicraft Guild (127)
- Southern Highlanders, Inc. (71)
- Stalcup, Jesse Bryson (46)
- Stearns, I. K. (213)
- Thompson, James Edward, 1880-1976 (226)
- United States. Indian Arts and Crafts Board (130)
- USFS (683)
- Vance, Zebulon Baird, 1830-1894 (1)
- Weaver, Zebulon, 1872-1948 (58)
- Western Carolina College (230)
- Western Carolina Teachers College (282)
- Western Carolina University (1794)
- Western Carolina University. Mountain Heritage Center (18)
- Whitman, Walt, 1819-1892 (10)
- Wilburn, Hiram Coleman, 1880-1967 (73)
- Williams, Isadora (3)
- Cain, Doreyl Ammons (0)
- Crittenden, Lorraine (0)
- Rhodes, Judy (0)
- Smith, Edward Clark (0)
- Appalachian Region, Southern (2393)
- Asheville (N.C.) (1886)
- Avery County (N.C.) (26)
- Blount County (Tenn.) (147)
- Buncombe County (N.C.) (1664)
- Cherokee County (N.C.) (283)
- Clay County (N.C.) (555)
- Graham County (N.C.) (233)
- Great Smoky Mountains National Park (N.C. and Tenn.) (478)
- Haywood County (N.C.) (3522)
- Henderson County (N.C.) (70)
- Jackson County (N.C.) (4692)
- Knox County (Tenn.) (21)
- Knoxville (Tenn.) (9)
- Lake Santeetlah (N.C.) (10)
- Macon County (N.C.) (420)
- Madison County (N.C.) (211)
- McDowell County (N.C.) (39)
- Mitchell County (N.C.) (132)
- Polk County (N.C.) (35)
- Qualla Boundary (981)
- Rutherford County (N.C.) (76)
- Swain County (N.C.) (2017)
- Transylvania County (N.C.) (247)
- Watauga County (N.C.) (12)
- Waynesville (N.C.) (68)
- Yancey County (N.C.) (72)
- Aerial Photographs (3)
- Aerial Views (60)
- Albums (books) (4)
- Articles (1)
- Artifacts (object Genre) (228)
- Biography (general Genre) (2)
- Cards (information Artifacts) (38)
- Clippings (information Artifacts) (191)
- Crafts (art Genres) (622)
- Depictions (visual Works) (21)
- Design Drawings (1)
- Drawings (visual Works) (184)
- Envelopes (73)
- Facsimiles (reproductions) (1)
- Fiction (general Genre) (4)
- Financial Records (12)
- Fliers (printed Matter) (67)
- Glass Plate Negatives (381)
- Guidebooks (2)
- Internegatives (10)
- Interviews (811)
- Land Surveys (102)
- Letters (correspondence) (1013)
- Manuscripts (documents) (619)
- Maps (documents) (159)
- Memorandums (25)
- Minutes (administrative Records) (59)
- Negatives (photographs) (5651)
- Newsletters (1285)
- Newspapers (2)
- Occupation Currency (1)
- Paintings (visual Works) (1)
- Pen And Ink Drawings (1)
- Periodicals (193)
- Personal Narratives (7)
- Photographs (12982)
- Plans (maps) (1)
- Poetry (5)
- Portraits (1655)
- Postcards (329)
- Programs (documents) (151)
- Publications (documents) (2237)
- Questionnaires (65)
- Scrapbooks (282)
- Sheet Music (1)
- Slides (photographs) (402)
- Sound Recordings (796)
- Specimens (92)
- Speeches (documents) (15)
- Tintypes (photographs) (8)
- Transcripts (322)
- Video Recordings (physical Artifacts) (23)
- Vitreographs (129)
- Text Messages (0)
- A.L. Ensley Collection (275)
- Appalachian Industrial School Records (7)
- Appalachian National Park Association Records (336)
- Axley-Meroney Collection (2)
- Bayard Wootten Photograph Collection (20)
- Bethel Rural Community Organization Collection (7)
- Blumer Collection (5)
- C.W. Slagle Collection (20)
- Canton Area Historical Museum (2110)
- Carlos C. Campbell Collection (198)
- Cataloochee History Project (65)
- Cherokee Studies Collection (4)
- Daisy Dame Photograph Album (5)
- Daniel Boone VI Collection (1)
- Doris Ulmann Photograph Collection (112)
- Elizabeth H. Lasley Collection (1)
- Elizabeth Woolworth Szold Fleharty Collection (4)
- Frank Fry Collection (95)
- George Masa Collection (173)
- Gideon Laney Collection (452)
- Hazel Scarborough Collection (2)
- Hiram C. Wilburn Papers (28)
- Historic Photographs Collection (236)
- Horace Kephart Collection (861)
- Humbard Collection (33)
- Hunter and Weaver Families Collection (1)
- I. D. Blumenthal Collection (4)
- Isadora Williams Collection (4)
- Jesse Bryson Stalcup Collection (47)
- Jim Thompson Collection (224)
- John B. Battle Collection (7)
- John C. Campbell Folk School Records (80)
- John Parris Collection (6)
- Judaculla Rock project (2)
- Kelly Bennett Collection (1314)
- Love Family Papers (11)
- Major Wiley Parris Civil War Letters (3)
- Map Collection (12)
- McFee-Misemer Civil War Letters (34)
- Mountain Heritage Center Collection (4)
- Norburn - Robertson - Thomson Families Collection (44)
- Pauline Hood Collection (7)
- Pre-Guild Collection (2)
- Qualla Arts and Crafts Mutual Collection (12)
- R.A. Romanes Collection (681)
- Rosser H. Taylor Collection (1)
- Samuel Robert Owens Collection (94)
- Sara Madison Collection (144)
- Sherrill Studio Photo Collection (2558)
- Smoky Mountains Hiking Club Collection (616)
- Stories of Mountain Folk - Radio Programs (374)
- The Reporter, Western Carolina University (510)
- Venoy and Elizabeth Reed Collection (16)
- WCU Gender and Sexuality Oral History Project (32)
- WCU Mountain Heritage Center Oral Histories (25)
- WCU Oral History Collection - Mountain People, Mountain Lives (71)
- WCU Students Newspapers Collection (1744)
- Western North Carolina Tomorrow Black Oral History Project (69)
- William Williams Stringfield Collection (2)
- Zebulon Weaver Collection (109)
- African Americans (388)
- Appalachian Trail (32)
- Artisans (521)
- Cherokee art (84)
- Cherokee artists -- North Carolina (10)
- Cherokee language (21)
- Cherokee pottery (101)
- Cherokee women (208)
- Church buildings (166)
- Civilian Conservation Corps (U.S.) (110)
- College student newspapers and periodicals (1830)
- Dams (94)
- Dance (1023)
- Education (222)
- Floods (60)
- Folk music (1015)
- Forced removal, 1813-1903 (2)
- Forest conservation (220)
- Forests and forestry (917)
- Gender nonconformity (4)
- Great Smoky Mountains National Park (N.C. and Tenn.) (154)
- Hunting (38)
- Landscape photography (10)
- Logging (103)
- Maps (84)
- Mines and mineral resources (8)
- North Carolina -- Maps (18)
- Paper industry (38)
- Postcards (255)
- Pottery (135)
- Railroad trains (69)
- Rural electrification -- North Carolina, Western (3)
- School integration -- Southern States (2)
- Segregation -- North Carolina, Western (5)
- Slavery (5)
- Sports (452)
- Storytelling (245)
- Waterfalls -- Great Smoky Mountains (N.C. and Tenn.) (66)
- Weaving -- Appalachian Region, Southern (280)
- Wood-carving -- Appalachian Region, Southern (328)
- World War, 1939-1945 (173)
A History of Champion Papers, Chapter 1, The Founder and the Enterprise

A History of Champion Papers, Chapter 1, The Founder and the Enterprise
HL_MSS85-18_01_01
A History of Champion Papers, Chapter 2, The Corporate Image
HL_MSS85-18_01_02
A History of Champion Papers, Chapter 3, Champion and Forest Management
HL_MSS85-18_01_03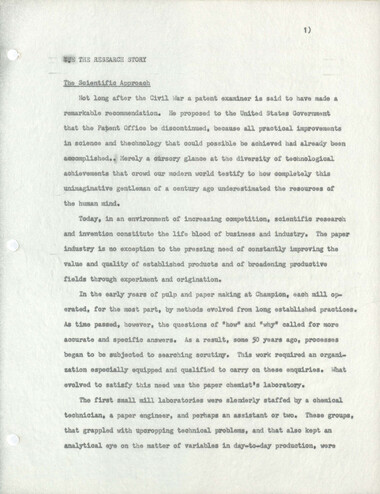
A History of Champion Papers, Chapter 4, The Research Story
HL_MSS85-18_01_04
A History of Champion Papers, Chapter 5, The Executive Succession
HL_MSS85-18_01_05Item’s are ‘child’ level descriptions to ‘parent’ objects, (e.g. one page of a whole book).
-
Chapter one of Corydon Bell's 1963 history of Champion Papers begins in the early 1800s with the family history of founder Peter G. Thomson. The bulk of this 140 page chapter covers the history of Champion beginning in 1893 in Hamilton, Ohio, continuing on with Thomson's son-in-law, Reuben B. Robertson's, arrival in Canton, North Carolina in 1906, the opening of the plant in Texas in 1937, and up to the early 1960s.
-
-
! A HISTORY OF CHAMPION PAPERS by CORYDON BELL Author's Carbon Copy. This work Copyright 1963 by Champion Papers Inc. All rights reserved including the right to reproduce this book or parts thereof in any form. A H I S T O R Y O F G 3 A M P I 0 S P A P E R S 1• The Founder and The Enterprise 2* The Corporate Image 3, Champion and Forest Management The Research Story 5. The Executive Succession A H I S T O R Y O F C H A M P I O N P A P E R S 1. THE FOUNDER AMD THE ENTERPRISE The Founder In the year 1800 paper was not considered a commodity of paramount Importance in the United States* It was a hand-made product, far too expensive for casual use* and its consumption was less than one pound a year per person. That year marked the birth of the grandfather of Peter 0. Thomson, who was destined to become the founder of an industrial empire that would one day manufacture a great variety of papers measured in terms of thousands of tons per day* Grandfather Peter Thomson, the American ancestor of the Thomson family, was born at the town of Paisley, situated near Glasgow in Scotland^ Renfrewshire, Itien Peter was a young man in his early twenties he decided to forsake the town famous for the weaving of Paisley shawls and try his fortunes in the New Nbrld* Still in existence is a letter written by him on January 1, 1826, The young man evidently was not a prompt correspondent, slnoe the letter, whioh describes his adventurous voyage to America, was written two or three years after the event* Peter's emigration to the United States was undoubtedly stimulated by the faot that Rhoda Johnson, whom he describes as "an ould Las of Mine," was then living in the City of New York* In any event, Peter, who had found a job as foreman in the Greenwich Distillery, had little courting to do, for he and Rhoda were soon married* Their first child, Alexander, was bom in 1S24-. As the years passed, Alexander matured into an "unusually attractive and popular" young man* He has been described as a robust, muscular introvert who loved to win bets, as well as admiration, by successfully performing such feats as climbing over a board fence while carrying a barrel of flour or a keg of nails* Seeking adventure and opportunity, Alexander Thomson moved south to Cincinnati, Ohio, where he met and wedded Mary Ann Sdwards. Mary Ann, as a child of four, had come with her parents from Abergavenny, '-/ales, to America In 1829* After landing at the Port of Mew fork, the family of three traveled to Pittsburgh by sled over snow covered mountains, and from there made thAir way by stage coach to Cincinnati. Alexander and Mary Ann were the parents of Peter Gibson Thomson, who was born to them on December 16, 1851* 3y that year paper had Income a more widely used product* Most of it, that was produced in the United States, was now made on small cylinder machines powered by steam. There is an undocumented reference to a "steam" paper mill that existed at Pittsburgh in 1316. Most authorities, however, agree that the first paper machine of reliable record in America was constructed in 1820 by T* Gilpin and Company at Chadd's Ford, Pennsylvania, on Srandywine Creek. Five years later a much more efficient machine, designed by Henry Fourdrinier in Sag-land, was imported and erected for production on this side of the Atlantic. When Peter Gibson Thomson was born, paper consumption in the United States had risen to almost nine pounds a year per person. Peter's father died in 186h of rheumatic fever resulting from exposure to extreme cold during a coach trip in the winter of 1857. For seven years Alexander Thomson had been confined to his bed while his savings triekeled away to nothing. Times were hard for the Thomsons. Hot only was money 3) scare®, but the presence of Federal troops in the Queen City contributed to further disruption of business activities, already at low ebb due to the Civil War, A month after Alexander's death, "Old Peter" Thomson, the original immigrant, also died, leaving young Peter, an under-developed boy of fourteen, as the "only man" in the house on the east side of Broadway. His sole unole, James, had moved to Indianapolis, His mother's kin were scattered in Louisiana and Virginia. One second cousin was known to be residing in India; and his older sister, Mildred, was engaged to a promising young mechanic named Ramelsberg, who had not yet invented an ingenious shaping machine thgt was to revolutionise the furniture industry# Young Peter Thomson's expectations were not totally discouraging, however, He was attending the Second Intermediate School on ISinth Street in Cincinnati, where he held an exceptionally high soholastic record. And in 1960, when Peter was nine years old, his father had enrolled him in a gymnasium conducted by Samuel Barrett, a professional boxer1 a private institution that later developed into the Cincinnati Gymnasium Atheistic Club, During the following twenty-five years, Peter assiduously attended the gymnasium classes, and developed from a "bag of bones" his mother described him—into a sturdy youth. At the age of twenty-two he set the gymnasium record for weight lifting by elevating a "dead weight of 1,265 pounds, without harness•" This early determination and zest for competition seemed not only to predict his later will to succeed in business ventures, but also provided him with the stamina to oope with the eventful and sometimes grueling years that lay ahead. When Peter wis seventeen his mother somehow managed to scrape together the $50 which enabled him to purchase a membership in the Bryant-Stafford & Company Business Colleges. This membership entitled him to "pursue a *) full course of instruction in Bookkeeping, Commercial Arithmetic, Commercial Law, Practical Penmanship, Correspondence, and the Details of Business, and the review of the same at pleasure,* Peter's first "job* of which any record exists was with Robert Clarke, who owned Cincinnati's best-known book store. Here? the the age of twenty, he became a shipping clerk, with additional duties about the stofce. Robert Clarke would have been considered extraordinary in any era, but he was particularly outstanding in a Midwestern city of the 18?0s, Contemporary sources describe him as an "accomplished and brilliant scholar, a thorough-going gentleman of quality and distinction," He possessed one of the finest private libraries in the United States, Added to these dis-tinotions, he was fteitMtaehijply generous and considerate employer. He required only ten and a half hours of labor a day from his staff. Since the usual working day in the 1870s was twelve hours long, Mr. Clarke encouraged his employees to use the other one and a half hours for "the partaking of decent nourishment in decent surroundings, and the pursuit of readings and studies contributory to their personal, social, and professional advancement, * Ho other experience, perhaps, influenced so much the trend of Peter's life as his six years of association with Robert Clarke, During those formative years Peter acquired a profitable comprehension of all phases of the book business, as well as valuable knowledge of book and their importance. He developed a pragraatio interest in papers and fine printing; and he learned much about markets* which types of books were most in demand, and what subjects seemed most profitable to stook. ,&th many subjects at his disposal, he became particularly interested in historical records pertaining to the early settlement of the Ohio Val— i "mipwji niiwjiiM HIWH—iWiwmwiiiiiiii -* mmmmmmmmmmrm * • 5) ley, and saw the need for a work that would direct the researching scholar to original sources of information. In free hours he worked at the task of compiling a bibliography of all the extant records, pamphlets and books relating to the Stat® of Ohioi all together, some 1,285 titles. Included were bibliographical and critical notes, with prices at which many of the books had boon sold at the principal public and private sales since 1860. In addition, the work provided a complete index by subjects. The manuscript, which was ten years in the making, was published in 1880, and won for the author commendation and praise from historical societies, librarians and scholars, not only in the United States, but in England and 3urop© as well. 3ven with the performance of other historical literary efforts, all was not work by day and scholarly pursuits by lamp light for Peter. "Old Judge* Hendriok, who lived a cross Broadway from the Thomsons, had two handsome daughters who often attended "social functions" on the other side of the river in Kentucky—quite accessible now that the world's first suspension bridge sppuosd the Ohio. There, at a party, the girls had met Laura Gamble of Louisville, and had invited her to visit than in Cinain-nati during the fall of 18?^. On the final night of her visit, Peter Thomson was called over to escort the young lady from Kentucky to PikeAs Opera louse. They had not reached the famous old theater before Peter found himself head over heels in love with Laura. He had the urge, then and there, to ask her to marry him, but shyness prevented him from attempting suoh a "forward proposal." Laura, however, admitted later that if he had asked her she would certainly have said "yes." Peter and Laura had known of each other's existence through mutual friends and relations5 but it is remarkable that they saw each other only 6) seven times before their wedding day in 1875* Louisvill© in those days was a "far journey" of 189 miles by steamer from Cincinnati, and thd courting young bookman did not possess as much time and money as he did determination. How, with a wife at his side, Peter Thomson's ambitions pointed toward acquiring a business of his own* He borrowed money and with it established a book state, which included a small printing and bindryyddppattaatt, at 179 Vine Street in 1877. The venture did a fair business during the next five years, but Peter eventually discovered that Operating the store did not require his full energies. He also probably began to realise that not too much money was to be made in the book business. And it is likely, too, that his restless mind was searching for some plan that would lead him to future success. So doubt it was at this time that he jotted down what he later referred to as his Principles of Successt Establish a good credit and then use it as much as you can. Keep constantly plugging. There is no luck connected with success, nor any secret. The surest way is to work hard* With these precepts in mind, and blessed with friends and business acquaintances who had faith in his integrity, vision and judgment, Peter had little trouble in borrowing capital with whioh to expand. It had come to his notice that the very profitable business of printing and marketing cloth books for children, paper toys and valentines was controlled by Me Laughlln and Company of Brooklyn, New York, With past experience to guide him, he felt that a similar publishing business would prove a success in the Cincinnati area. Methodically he investigated the requirements for such a venture, then leased a building at Bayrailler and Everett Streets, 7) installed the necessary equipment, and embarked upon the new enterprise, Peter and Laura worked together to make the business thrive I Laura writing many of the verses for the books and valentines which Peter published. As a matter of fact, sales from the publishing business increased so rapidly that the monopolistic Me Laughlin Company soon discovered that they had a competitor in Cincinnati who could prove quite dangerous to their own interests. They promptly initiated a campaign of price cutting and restraining practices among retail dealers, with the idea of forcing Peter out of business, 2q<?vt?g'.: ,f It was at the height of these aggsesiio tactics by Mo Laughlin that disaster hit on Bayrailler Street, On the night of October 8, 188^, at about half past nine, a passing boy saw flames issuing from between the shutters of a window on the ground floor of the Thomson plant. He called for help. Several men responded, forced the door of the building, and did their utmost to extinguish the fire that was biasing under a staircase. As they worked, the flames shot up an elevator shaft, and before firemen arrived the entire structure was doomed. The estimated loss was 175,000, but the insuranoe coverage amounted to only $55,000, The fire occurred less than three months before the annual peak of luorative salest Christmastime, Many of the firm's holiday orders had been completed and only awaited dates for shipment. If ever there was a time for anguish this was it. But Peter Thomson's courage and boundless energy came to the rescue. He collected his insurance and sold his book store at 179 Vine Street, With these funds at his disposal, add with as much of his equipment and printing plates as could be salvaged from the ruins, he reopened for business in a leased six-story building at 258-260 Race Street, By December 1st the new plant was in operation, Every holiday order was 8) filled and delivered on time. Considering the circumstances, it is remarkable that but few items were missing from the regular line of toy books, linen books, card games, puzzles, paper dolls, soldiers, and sixteen varities of wooden alphabet blocks* The Mo Laughlin Company, however, had not relented their efforts to provide vicious competition. There was little profit in trying to combat a rich, militant outfit, which could continue its price-cutting war indefinitely* Peter decided to retire from the publishing business if he oould do so without loss* The story of how he sold his business is an illuminating one* He realized that his operation was small in comparison to that of his wealthy competitor* Nevertheless, it was a palpable nuisance to the Mo Laughlin interests, and one they would enjoy removing. However, if they suspected that Peter was anxious to sell out, Mo Laughlin would exert all the more pressure to force his hand* A contemporary account of Peter's successful approach to the problem appeared in the Cincinnati Tines Star in 188?$ . .so Peter Thomson made a trip to Brooklyn and called at the offices of He Laughlin and Company. He was conducted to the private office of the head of the firm. "X want to buy this establishment," said Peter, after a few preliminary words. "But this establishment is not for sale," he was told. "But there must be some figure at which you will sell," Peter Insisted. "Some figure up in the millions." "No there isn't. We are not in the selling-out business. We are buying out, we are. "We will buy you out." "But I don't want to sell," said Mr. Thomson. 9) "You must have some price, up In the thousands," said Ho Laughlln, paraphrasing Mr. Thomson's remark of a few moments before. "Yes, I confess I have a price," yielded Mr. Thomso n, apparently with great reluctance# "Name it," demanded the head of the firm. "Not less than On© Hundred Thousand." "We'll take it," came back instantly from Mc Laughlln, "provided you guarantee never to reengage in this kind of business." Mr. Thomson agreed. Thomson was now free. In 1887, to look about for a more challenging field of endeavor in the business world. In 1885 Peter and Laura, with their five children, had moved to College Hill, a suburb north of Cincinnati. Mow residing only a short distance from the City of Hamilton, Peter's search for the locale of his next business adventure quite naturally led him to investigate the prospects offered by that city. Hamilton, ideally situated for manufacturing Industries, lies in the valley of the Big Miami liver. In Peter Thomson's day the town was concentrated largely on the eastern shore of the river. The undeveloped area along the western shore, opposite the thriving olty, appealed to Peter as a natural location for suburban expansion and development. With this in mind, he purchased 13? acres of land comprising the old Rhea farm, and in November 1891 organised the Prospect Hill and Grandview Syndicate. 4th his associates in the company, he mapped a subdivision in what were Sections 29 and 30 of 3t,Clair Township, As a convenient access to the new development, that would replace the old ferry, Mr. Thomson engineered a bridge at 10) Black Street, about 100 feet south of the present bridge, and contributed a "bonus" of $15,000 toward the erection of the structure, which was com-pleted in 1893* The Syndicated program did not prosper according to plan. The business recession of 1892 considerably retarded the sale of home sites on the western shore, and Peter Thomson came to the conclusion that new industries were what Hamilton needed to create a firm demand for new homes, lie had a sincere interest in the city. Hew businesses, whatever their nature, he thought should be financed by local capital in order to assure permanancei industries that would prove a lasting asset to the community. Peter Thomson possessed qualities that would secure him success in almost any business venture I his magnetic personality} his persistence in the face of frustration} his foresight and imagination} his energy and drive that directed him toward a desired goal} his democratio and humanitarian ideals} and his ability to make and keep friends. Peter had faith in the future of his adopted city} and the citizens of Hamilton saw in him a man of sound principles who would work for the improvement of their city. The Champion Coated Paper Company is Born Jhen Peter Thomson came to Hamilton it was a city without even one paved street. Nevertheless it was a bustling manufacturing center with a population of som® 20,000. Among its diversified industries were tool works, factories for making stoves, safes, woolen and wood products, ink and patent medicines. The Beckett Paper Company, inoorporated in 1887 and now part of The Hammermill Paper Company, was an active organization. Other paper manufaoturies mentioned in contemporary writings were the Pordham Mill and the Franklin Paper Company. 1 1 ) Looking baok to 1330 for a moment, at figures supplied in that year by the 0, 3, Commissioner of Patents, Department of the Interior, on© discovers that the paper industry had mad© significant progress since the 1950s. There were 692 paper manufactories in the United States in 1880, with a total of 2h,**22 employees. The national total of 1h million dollars invested in the industry in I860 had increased to k6 million by 1380j while the market value of total production had climbed from 21 million dollars in I860 to 55 million in 1880. Comprising this total production of 1880 there werei 1**9,177 tons of printing paper, 32,937 tons of writing paper, 13**,29h tons of wrapping paper, 20,01** tons of binder's board, and 1**,737 tons of wall paper. All other types of paper, including ollored papers, bank note and tissue, totaled 100,975 tons. In addition to enjoying its share of the growing paper Industry, Hamilton could boast of three national banks, four building and loan associations, eleven hotels, eighteen dzy-goods emporiums, numerous grocery stores, fifteen blacksmith shops, and eighteen ohurches. The people of the city could ohoose to read their news from any of two daily newspapers, three wek weeklies, and two monthlies, or from a Oerraan language publication. The Hamilton Journal-News of today, established in 1886, was one of the news sheets. Convenient turnpikes connected the oity with other communities. The Miami and fSrle Canal was still a means of transportation after sixty-five years of operation. The Cincinnati, Hamilton & Dayton Railroad (now a part of the Baltimore and Ohio Railroad), and the Pennsylvania Railroad, which was completed in 1380 from Cincinnati to Richmond, Ohio, provided shipping service to national markets. In 1891, Hamilton had already commemorated its centennial with a re- 12) markable three-day celebration. This gala event was bright with parades, the music of a five-hundred-voice chorus and a three-hundred-piece orchestra. There were lavish displays of fireworks, and "elaborate orations by important personages" that included a speech by &lliam McKinley, then oandidate for the governorship of Ohio. Hamilton had been platted on the site of Fort Hamilton. Built in 1791, this log-built fort had played a strategic role in the winning of the Iforthwest Territory, and its walls may have echoed to the oomaands of "Mad Anthony" iayne. In 1?8h, Colonel Israel Ludlow laid out a town site at Fort Hamilton and named it Fairfield. The plat was recorded in 1802 and, when Ohio achieved statehood, the permanent settlement on the Miami became known as Hamilton. At a later date, a settlement known as Rossvilla grew up across the river on the west bank. Rope-guided ferries plied between Rossville and Hamilton for many years during the early 19th oentury. The citizens of Hamilton in the year 1892 were justly proud of their historic and thriving oity. And Peter Thomson, the newcomer, visualised a promising future for business and industry here. He was confident that there would be a profitable market west of the Alleghany Mountains for a substantial Hamilton-mad© product not then being produced in the area. He arrived at the idea of a promising product by way of a chain of interesting associations. Early experience in the book and printing business had provided him with a continuing interest in the technological developments that were being made in the field of the graphic arts. The reproduction of art work, onoe restricted to wood engravings, the lithographic stone and, later, the sine etching, brought into use through the development of photo-engraving, had now advanced to the application of the half ton© plate. As early as 1852, experiments with a "photographic I 13) sateen,* which broke up the continuous tones of a piece of art by means of opaque lines, had begun to show promise of a revolutionary engraving technique• In America, Stephen lenry Morgan made further improvements, Ey placing a glass screen, ruled with fine vertical parallel lines, behind the lens of his camera, he was able to produce a kind of half tone negative for use in making an aeid-engraved printing plate. One of his plates, called "Shanty-town,* was reproduced by the New fork Daily Graphic on March h, 1880, and remains the first dated newspaper half tone. More successful was the sealed "cross-line screen, which produced a pattern of graduated dots on an etohed plate. This invention made by Frederick 1* Ives of Philadelphia in 1885 is probably the "father* of the modern half tone, A mora refined $ version of the cross-ruled screen, prepared with blackened lines, and produced in Mew fork by Louis and Max Levy in 1891, made half tome engraving a commercial success, 4th the new half tone reproduction in demand by printing establishments all over the country, Peter Thomson envisioned an enormous market for high-grade coated paper that would take the delicate half tone dots successfully on the press. Ordinary uncoated book papers ofcourse exposed a muoh too uneven surface of "peaks and valleys" for this typsr of reproduction. The manufacture and sale of coated paper stock in the United States in 1892 was largely monopolised by the Champion International Paper Company ot Pepperill, Massachusetts, (Some sources 6f information inexplicably refer to this corporation as The Champion Card and Paper Company.) In any event, the company controlled vital papents, originally issued to its inventor-president, Charles M, Gage, These patents covered the manufacture of machines that were designed to coat feoth sides of a web of paper simultaneously, Mr, Thomson thought it not unlikely that he could persuade the Massaehu-sett 1*0 ly, Mr. Thomson thought It not unlikely that he could persuade the massa-ohusatts firm to grant him a franchise to use the Gage patents. The more he contemplated the idea, the more convinced he was that a coated paper business, with a well assured future ahead of it, was just what was needed in Hamilton. Peter packed his valise, bought a railroad ticket, and set out on a determined journey to Pepperill. Peter's trip north was a successful one. In the autumn of 1893 he Incorporated his new venture under the name of The Champion Coated Paper Company of Hamilton, Ohio, with a capital stock of $100,000, and with himself as president, fifty per cent of the stook went to the Pepperill firm in payment for the perpetual right to use the Gage patents on the Hamilton coating machines. The Champion Coated Paper Company was to act as the western branch of Champion International, and its sales were to be restricted to territory west of Pittsburgh. One of Peter Thomson's salient characteristics was an aversion to "letting grass grow under his feet." About seven months from the date of incorporation of The Champion Coated Paper Companfr, a small office had been constructed} a coating mill had been planned and built on land leased from the Prospect Hill Syndicate, with privilege of purchase for $2392} machinery had been installed} and the plant, with a crew of tan men, was put into operation on the morning of April 15# 1#9^» The mill started up with one coater. As was oomaon practice in those the crew put in a 10-hour work day. Jhen daylight grew dim they worked by the thin, flickering light from open gas jets. There was no electricity afidcoflrseurse no motors. Power for the mill was provided by a 175-horsepower Corliss engine, steam for whloh was generated id two small horizontal boilers. 15) On May 1st of the same year two double coaters were put on the line, and nine months later another single ooater was added. The mill now works-ad with four coaters, two super calenders, two cutters, and one ream press. The number of enployees had increased to twenty-five. It is interesting to visualise the production processes for coated paper in this original mill of The Champion Coated Paper Company in the year 1895. In our present era of scientifically controlled procedures, of machines that manufacture webs of paper over 20 feet in width at a possible rate of 2,000 feet a minute, of machines th%t make and coat paper in one operation, the earliest Champion mill seems singularly primitive. The paper stock delivered to the first Champion mill for coating came from the fordham and the Franklin Mills on the east side of the Miami at Hamilton. These rolls of uncoated stock, about 25 inches in width and of 100 pounds base weight, each tipping the scales at about 300 pounds, were hauled fen horse-drawn wagons to the Champion mill, often over roads and streets made all but impassable by mud and daep ruts. At the coating mill the rolls were hoisted by human muscle onto the wooden-framed coaters. In the color room ar&aal glue was cooked in small cans and then added to Sng-lish olay that had been emptied from casks into wash tubs. After the mixing had been accomplished by the efforts, again, of human muscle, the color was strained through a square wire sieve by the punching action of two men, each armed with a large paint brush, This "refined* material was then carried to the coating room are! dipped into the coater pans with a special ladle. Once the coating operation was under way, the raw stock passed through a bath, through felt-covered "squeeze" rollers, and. around two other felt-covered rolls before it passed against a series of flat coating-brushes. From this point the paper traveled over a cylinder "with a flat brush on 16) top," then wound through a battery of felt-covered rolls that were spaoedd 5i feet apart for a distance of 82 feet# Midway in this distance the paper was treated to a blast of hot air produced by steam coils and a fan driven by a belt from the coating room line shaft# Finally, the coated web was drawn between two rolls that did the job of the later suction apron# All during the operation a man was stationed inder the paper web# His tools were a curry comb and a supply of sandpaper, and his job was to keep the color from fouling the felt rolls# there were no devices for floating paper on air currents in those days of long ago. Leaving the coater, the paper was first "festooned" for drying on "sticks® over a distance of 103 feet, then reeled on wooden reals# Some CChsuapion Old timers will remember Charles Soula who was in charge of those early reels, when the sticks of all four ooaters had to be carried back and forth through the "hot line" and put in the ooaters by hand. Mr# Soule soon graduated from the reels, and in succession worked on the ooaters, the cutters, ream presses, and the tar machine. He was made general foreman of the ooaters and finally became superintendent of the coating mill in 1926, a position he held until his retirement, Heels of coated paper were then taken to the calenders for finishing, after which they were out into sheets# There were no trimmers on the reels, and the reels were kept to a diameter of about 20 inches. The coating operation was slow, the machines running at less than 100 feet per ainite. It is reported that it was not uncommon for a coater crew to start a roll of paper in the morning, stop the machine for a noon lunch and a welcome respite from the hot, humid, unventllated coating room, then finish the job in the afternoon. Capacity of this first Champion mill can be realized by the faot that all of the uncoated stock kept in storage for processing would not last a modem coating room for an hour. Nevertheless, by May 1, 189**, the Hamilton mill was turning out a creditable quantity of enameled book, litho, and label papers. The output of 100 to 150 tons of product a week, during 189^ and 1895, left the mill by the same type of transportation that had brought la the raw stock? horse-drawn drays* Loads were hauled to the Miami and Hrle Canal Company1® loading station at High Street and "rie Boulevard, or to the Cincinnati, Hamilton & Dayton Railroad's freight house. Because of the rough condition of Hamilton streets and of Seven Mil© Pike (now North 3 Street), and of the necessity of loading and unloading cases and bundles of paper by hand, it was seldom that a team and driver could make more than two round trips a day. The demand, for Champion coated paper increased at a remarkable and gratifying rate, and Peter Thomson began looking keenly to the future. It is characteristic of his thrift and good management that, about ten months after the start-up of the first mill, the Champion Coated #aper Company was able to purchase for $52,920 its stock held by the Champion International Paper Company, thus gaining individual control of its incorporators. This occurred on March 19, 1895, Later in that year plans were made to build the first addition to the original mill. Now, the horizon of suocess for the Champion enterprise at Hamilton seemed almost unlimited. Thomson's fi&MoBelief in "dynamic growth"—long before that phrase was coined— was justified when the mill addition, built beside the parent structure, was put into operation on January 1, 1896. It was estimated to have a capacity of 2,000 reams of finished coated stook a day, doubling the original c apacity. Champion now operated 11 eoaters? 6 double ooaters in the old mill, and 5 double eoaters In the new, to which a paster had been added for making heavier grades of stook. Another Cbrliss engine was installed to power the additional equipment. As new help was employed! ®*®h of the original workers trained his orew of apprentices! and he himself became a foreman# This was the beginning of Champion's long established program of "on-the-job" training and promotion from within the organization, billing and loyal employees and increased capacity did little, however, to reduce an ever growing backlog of orders, ilarly in 1396 it became necessary to increase man-hours of production, and Champion inaugurated its first night shift. In order to supplement the "fish-tail" gas lights, arid to provide better illumination over the coaters at night, seventy-five 10-candlepower incandescent lamps were installed. The current for these oame from the company's first dynamo, an 18-inch-high affair, which of course was steam driven. With Champion's expanded coating facilities in fall production Thomson found it difficult to obtain enough paper of good quality to keep the machines busy. For a time, the situation was eased by the purchase, on October 30# 1197, of The 3agl® Paper Company at franklin, Ohio, a town situated about 13 miles northeast of Hamilton. The supplement of uncoat-ed paper provided by the Sagle mill's two large machines was sufficient to keep requirements of raw stock up to a comfortable level. More efforts toward improvement were realized during the following year of 1898. Casein, an albuminoid substanoe found in milk, was coming into use as a substitute for animal glue, which had been originally employed as an adhesive agent» not only for holding together the fine par-tioles of clay pigment that comprised the color, but also for assuring a permanent bond between the ooatlng material and the paper. Tests of this material had been made at the mill; but it was recognized that a coated stock of better quality oould be achieved if Champion was abble to control the source of the casein supply. To this and Mr. Thomson, on Janu 19) ary 1, 1393, had put into operation a plant at St.Charles, Illinois, where casein adhesive could be manufactured under the most favorable conditions* So impressed was a reporter from the Hamilton Eepublican-Hews by the Champion coating operation that he published the following front-page stoiy, which is quoted in partt "The quantity of material used in this giant manufacturing enterprise is so great that the mind does not easily grasp it* The 24,000 pounds of •China Clay' that are consumed daily are shipped from the town of #away in Cornwall, England* Four thousand pounds of glue are needed every day to attach tee olay to the paper. The glue is made of casein, and there are three pounds of casein in 100 pounds of milk* A moment*® calculation will show that 170,000 gallons of sweet milk are demanded to furnish material for a single day's operation of the mill. Think of the cows to which this gives employment!" It was also early in 1898 that Champion installed its general offices in a new two-story brick building, erected at the front of the original mill. This modest, but adequately spaoious structure, facing 3even Mile Pike, replaced the tiny frame building that had served through the first years of company activities* The output of the mills had advanced to between 200 and 275 tons of paper a week. Net sales had risen from $209,473*18, as shown by the first annual report of May 1, 1895» to $617,944.22 at the end of the fisoal year on April 30, 1898. The mounting volume of product was being forwarded to consumers by the original one-man shipping department! But the felicitous growth of the Cahampion enterprise was not destined to continue without the intervention of major disappointment and hardship. Ill fortune appeared on March 24,1898, after several days of unprecedented rainfall. Shortly after six o'clock on the evening of that 20) early spring day, the bridge over Two Mil® Creek formed a dam of collected debris, and flood waters began following the low land that extended southward on the west side of Seven Mile Pike at the mar of the Champion mill buildings. The night shift had taken over the mill when muddy water from the swollen Miami was seen flowing rapidly Into nearby streets. The w&ve wot walfnetwirngnbtfiBBg in reaching the Champion buildings, and soon were seeping up between floor boards to threaten rolls of precious paper. The great master leather belt that powered the batteries of coating machines chvyper of i \m. u.(: n ;***' was also in, lan^acntfainginent ruin. Realising that their mill was in jeopardy from the swelling flood waters, men from the day shift returned tfc join their fallow workers. Together, they labored furiously to save the paper 3took, lifting by hand the heavy rolls in order to move them to places of safety. is they worked, the flood level was steadily rising. Water was waist-deep by the time the men had accomplished all the salvage that was possible. Soaked to the skin, they left the mill for their homes in the pouring rains of that wild, dark night. Only four employees remained to keep watch. All through the night they sat on the top of a paster in the southern seotion of the mill, leaving their lonely and uncomfortable perch every half hour for a tour of inspection. It was a chilling and hazardous vigil. At flood crest the waters reached a depth of several feat in the rear areas of the plant. Fortunately, the rains abated In the early hours of the morning} and, as the raging Miami gradually lost its surge, the waters receded from the mill site. The Inside of the mill revealed the inevitable residue of sticky, stinking mud that clung to machinery and covered floors inches deep. A back-breaking task began as men shoveled the soggy mass into containers that had to be carried away and d umped. The sizable coal pile that lay next the 21) boiler room had been washed away, and was discovered to be scattered over a depression of land beyond the mill, Most of this fuel was finally rescue-ed and brought back in two-wheeled carts to its original location, tfl of this was not pleasant occupation for Champion men, but they labored well and cheerfully. Their mill had been spared complete destruction—unlike many another building on the Miami shore. Within three days the damage was repaired, the mill thoroughly cleaned, and all employees had returned to regular work. Not long after the flood of 1898 Champion opened a sales office in the lialto Building in Chicago. This was the company1s first deliberate effort toward furthering its marketing facilities, and the action substantiated Mr. Thomson's faith in Champion's continued growth. lie had good reason to be optimistic as the year 1900 appeared on the calendar, thiring the proceeding year he had installed new manufacturing equipment and had expanded steam capacity to take care of power needs. 3y April 1900 the Hamilton mills had grown to be the largest producers of coated paper in the world, and larger than all other coating mills combined in the United States. Champion's output of coated stock now averaged kJ7 tons per week, in addition to % full line of cardboard and "highly glazed" paper for box covers. The number of employees had increased to h10i and annual net sales had steadily advanced to $1,208,842.3'$• now, the once harassing transportation situation had been vastly improved. Gone were the horse-drawn wagons and drays that had painfully bucked rutted roads. Hamilton industries had combined their influence to achieve the construction of the Hamilton Belt Line Railroad that connected with available trunk lines of the area. Made operable on August 3» 1898, this convenient local line brought rail transportation to Champion's shipping 22 jj room door# %• contract* Champion guaranteed 600 carloads In and out per yeart On December 4 of that banner year 1900 the Republican-flews broke some interesting news in front-page headlines * GIGANTIC MILL FOR HAMILTON C8AMPXQN COATED PAPER CO. TO PUT UP STRUCTURE COSTING OVER $300,000 Company To Produce All Stock Used In Its Coating Establishment Champion had been hard put, for a year, to keep a satisfactory reserve of raw paper stock on hand for All coating operations. The combined production of the Fordhara and the Franklin Mills at Hamilton and the supply available from the Eagle Paper Company Mill was proving inadequate, /ith not earnings over on the increase, and confident that they would continue to advance, Peter Thomson decided that Champion could afford the capital investment required to biild a paper mill of its own. This appeared to be the only reasonable solution to the problem of satisfying the daily requirements of the coating mills. Therefore, plans were made to begin construction of the paper mill early in 1901. The idea of an expansion program had been in Thomson's mind for some monthsI thus the inauguration of paper making facilities, to be coordinated with coating operations seamed a profitable beginning. But tnis much desired progress was to be interrupted by an even more severe blow than the flood of 1898 had dealt. In 1901. late In the night of December 22, two millwrights were oleaning valves In the rear of the coating room. They were working by the light of two kerosene lamps when 23) one of the lamps suddenly exploded, flinging Ignited oil in all directions. The mechanics frantically endeavored to beat out the flames with their coats, but the blase spread rabidly over the dry floor, soared up the wooden coat-or frames, and soon reached the celling timbers. There was no adequate fire-fighting equipment in the mill. The entire mill was an inferno by the time two fir© eompntes arrived at the site. Fortunately, the new paper mill building, that stood two-thirds completed acrosss the Pike from the coating mills, remained unharmed. The new general office building, housing vital records, was also spared. Bat the hundreds of Hamilton people who came out on the moriing of December 23 in a chilling rain to view the ruins of The Chfcmpion Coated Paper Company*s six-acre plant were amazed and shocked at the fearful ravages made by the fire. The plant was completely devastated, down to the last twisted machine. Damage to the mill was estimated at about $650,000; and the 5.000,000 pounds of paper stock destroyed was worth $175,000, The prospects of the *K>0 workmen employed by Champion were dark on that bleak winter morning. But sober anticipations of a joyless Christmas were dispelled when newspaper reporters were Informed by Peter Thomson that "we will begin to rebuild at noon tomorrow." A call was made for all employees to help in clearing away the debris left by the fire. In the incredibly short Interval of five months a new ooatlng mill was completed on the site of the December fire, and 18 new metal-framed eoaiers of improved design installed. On June 7. 1902 the first coater in the mill was ready for start-up. Across the Pike the No.1 paper mill, that had been under construction at the time of the fire, was also ready to go into production. Practically all of the equipment in this mill was fabricated in Hamilton. Five 2^) small paper machines and on© board machine had baen purchased from th© Black-Clawson Company—at that time prominent builders of machinery for the paper Industry. Power wa3 supplied by Hamilton Corliss engines from the Hoover, Owens, Rentschler Companyt an 800-horeepower Corliss being augmented by a secondary unit of 500 horsepower. The new paper machines, operating at about 200 feet a minute, had a start-up capacity of well over 100 tons daily, and it was not long before the mill was manufacturing from pulp, old paper and rags all of t e raw stock furnished to the costers. Progress had been so encouraging at Hamilton that The Sagle Paper Company, once a stand-by, was judged an unnecessary subsidiary some months before the Champion mill was put into operation, and was sold in August 1901. Mr. Thomson engaged for the management of the new paper mill a redheaded Irishman named Jim Harris, whose skill in the production of fine book papers had placed the Oxford Paper Company first in the industry. It was Harris who superintended the adjustment of the machines in No.1 mill, and it has been recorded that htere was very little evidence of "hay," as broke was called in those days. From 1902 to 190? Champion sold practically nothing but ooated paper, and net sales jumped from $1 ,$49.^57.30 in Agril 1903 to $3,362,236.00 in April 1907. Champion Invades Horth Carolina By 1905 Champion was well established in the business of manufacturing paper for conversion into ooated stock. Bit it was becoming evident to Peter Thomson that, if Champion was to continue its growth and to maintain an important position in the industry, the making and marketing of a full line of uncoated papers would have to be undertaken. This fact brought 25) up another topic for consideration. In conferences with Thomson, Jim Harris had begun to stress the advisability of in some way providing for future procurements of adequate supplies of high-grade pu$>p. Mr. Thomson had boon buying pulp from his competitors: bst Virginia .Pulp and Paper Company, that had spruce holdings in 'est Virginia ; and The New York and Penn Company, owners of large hemlock sources in Pennsylvania. Open market purchases of pulp that originated in Canada and in the Scandinavian countries were high in price. Harris was of the opinion that Champion should be self-contained in the matter of major raw materials. He suggested that the company manufacture its own sulphite add soda pulp, which was the practice of the Oxford Paper Company. The obvious advantages of entirely controlling Sbsmpion's pulp supply, as enthusiastically outlined by Harris, set Thomson to sketching tentative plans. But what about the first problems that of Initiating a program for the production of uncoated papersT Somewhere in this prospective period Thomson forged ahead with designs and specifications for No.2 paper mill, and set a date for its completion in the summer of 1907* It would seem to havo been intrinsic to Peter Thomson's idea of dynamic growth in business that such expansion was not to be measured by decades, but in terms of months. The Hamilton mills were turning out their volume of product for an unlimited market $ inventories were almost non-existent} and shareholders of common stook were receiving 10$ a month in dividends— in those carefree days before the promulgation of the income tax laws. Champion was in a favorable position to expand; and was the time to do it. It is not clear from the investigation of old records just what circumstance was influential in bringing Peter Thomson and his plans for a pulp 26) mill to Western North Carolina early in 1905* It has been said that he at one time had entertained the notion of establishing a pulp aanufaotory in Canada| and that he probably decided against this project because of the great distance from Qami&ion. He certainly had acquaintance with the spruce-Jbearing North Carolin a mountains from his vacationing at Eagle's Nest near Waynesville. It has been reported on good authority that Mr. J.Q. Barker iaademadfcrip to Cincinnati for the purpose of inviting Thomson to come to Western North Carolina with a view to selecting a site for a pulp mill and extract plant* Barker, at the time, was operating the first tannin extract plant to be established west of the Slue Ridge at Andrews, North Carolina, as well as engaging in the lumber business in Cherokee and Graham Coftnties* The authority for this explanation of Thomson's visit is Mr. George Henry Smathers, who mat with Thomson and Barker at the Dickey House, a hotel in Murphy, sometime in the month of February 1905* Smathers was later retained by Champion as its land title attorney, and worked in that capacity throughout the mountain area for many years* One might reasonably suspect, however, that the February visit did provide Thomson with his first comprehensive wiew of the luxuriantly wooded mountain region of North Carolina| and that he was genuinely impressed by this vast potential source of wood for pulp and paper making. A ndll situated in the midst of such a wealth of raw material oould supply all the pulp he oould possibly use at the mills in Hamilton* And the haul by rail to Hamilton would not be an excessively long one. With anticipations of bringing new industry to Western North Carolina, a number of prominent business men from Murphy and Andrews arranged a conference with Thomson and Barker. Saoh group bid enthusiastically for the projected Champion plant. While a good supply of olean water was available at Murphy, and hemlock and chestnut aoid wood was plentiful in bbih the 2?) Murphy and Andrews localities, there was no spruce in the neighboring Cherokee, Clay and Graham Cbuntles. In that era, sulphite pulp made from spruce was the veritable cornerstone on which paper making wis based. Since spruce was paramount in Thomson's plans for the production of strong, long-fibred pulp, the Murphy-Andrews sites were politely turned down. Peter Thomson's first knowledge of the location of large tracts of spruce on the high mountains probably came from George Smathers, who of course had done muoh title work on these lands for Clients in the area. With Smathers * general descriptions in mind, Thomson decided to investigate at first hand more of the Carolina mountain territory before coming to any firm decision about the selection of a location for a mill. Traveling by rail on the Ashevill-Murphy branch of the Southern Bail-road, by hired surrey, and on foot, Peter Thomson saw enough of the timber resources of the region to convince him that an acceptable site for pulp and extract operations could be found. Unexpected help in this direction, during his explorations during February 1905, cam© when he visited the camp of Mr. G. W« Morris, president of the Three M Lumber ComapajyattSfiakkmanfet in the Ooonaluftee area of the Great Smoky Mountains. In the course of several days of investigating this land of virgin spruce and hardwoods with Mr. Barker, Peter met 3. Montgomery Smith. Smith was a man of about fifty, well over six feet in height, raws-boned and as erect as a Cherokee brave. His brilliantly blue eyes never wavered from the face of the man to whom he was talking, and his stolid countinence seemed to mark him as an individual totally devoid of humor. He had the reputation of adventurer and speculator j and, as Thomson soon discovered, had more intimate knowledge of timber tracts in Western Horth Carolina than any living man. As early as 1902, Charles 0. Fuller of Kalamazoo, Michigan and S. Montgomery 28) Smith, as partners, had worked toward establishing a pulp mill on what was then the Cooper farm near the town of 21a, where the OconalufCee and Tuokasegee Rivers join. But, through financial and other difficulties the project had failed to materialise. In the course of their conversations. Smith had mentioned to Peter Thomson that large bodies of spruce existed on the head-waters of the east and west forks of the Pigeon River, some of which were being worked by the Haywood Lumber and Mining Comapny. These boundaries of timber lay in the mountains not far south of the village of Canton. The village was a stop on the Southern Railroad*a branch line? and through the village ran the Pigeon River. The picture interested Thomson. He engaged Smith as a guide and together they journied to Canton for a tour of exploration. Thomson must have found it rough going over steep wilderness trails that traversed dense forest and rhododendron "hells." It was often difficult for him to keep up with Smith, who progressed over the terrain with the easy, practiced stride of a pioneer scout. As he stood on the top of Shining Rock Mountain, with a magnificent view of timbered ranges, fold upon fold, Thomson came to a quick decision. On the spot, he hired Smith as an advisor, at $200 a month, to aid him in locating a plaoe for the erection of a pulp and extract plant. Back at Canton, the two men considered the situation. Canton strongly-appealed to Thomson as a location. He outlined to Smith his requirements before making a final decision to plaoe his proposed operations in the village area. He would have to be able to purchase at a reasonable price sufficient land upon which to establish his plant facilities, and upon whioh to build dwellings for his employees. There would be the necessity of purchasing from the laywood Lumber and Mining Compa ny, and from owners of adjaoent tracts, boundaries of about 40,000 acres of timber on the headwaters of the Pigeon River. These tracts of timberland would remain large 29) ly as a reserve supply of pulp and acid wood In the event of his failure to secure sufficient amounts of wood on the open market. It was requisite that a contract be secured from the Southern Railroad, providing for moderate rates for the transportation of all materials and supplies to be used in the operation of the mills, and for the shipment of pulp to Sin-cinnati. This last requirement strikes one today as impossible( but in 1905 there was no Interstate Commerce Commission regulation that prohibited railroads from discriminating between large and small shippers in thd matter of freight rates, or in the matter of long and short hauls. Bven for so resourceful a business man and industrial organiser as Peter Thomson the task was one of considerable proportions. Bach factor in his plan to establish a plant at Canton depended upon the successful realisation of another factor, Mithout being able to acquire large boundaries of nearby timber reserves, a mill at Canton would be useless} in turn, unless sufficient land for a mill could be economically purchased, and at a location convenient to the river, investment in timberlands would be unprofitable. There was, moreover, another dependent problem to be faced. 3. Montgomery Smith had advised Thomson that, in his judgement, the fluming of pulpwood and timbers down the length of the pigeon River to Canton would prove a successful and economical operation. There would of oourse be numerous rights-of-way, for the flume line, to be secured from small land owners along the valley. With consummate determination and managerial skill Peter Thomson began to translate the elements of his plan into action. His first move was to authorise George Smathers to open negotiations with Mr. Thomas Crary, president of Haywood Lumber and Mining Company, for the purchase of what was then known as the Crary and Young Pigeon landat a tract of about 25,000 act 30) acres of spruce and hardwoods# While conferences on this matter were be* ing undertaken, Thomson turned his attention to the community of Canton and its unique coterie of business men* Canton was a village in Haywood County that stood where the turnpike from Asheville to /aynesville crossed the Pigeon River. In fact, the settlement had once borne the name of Pigeon Ford# It consisted of two or three small stores, the ubiquitous blacksmith shop, necessary as today's main street garage, one church, and a permanent population of about 250 souls# The few sidewalks consisted of rough planks, laid end to end, that kept pedestrians from sinking to their shoe tops in winter mud# It may have been a rude village without urban comforts, but it rested in a magnificent ssfeaio Sifcfeing. To the east lay the Blue Ridge Mountains, with the Black Mountains, capped by towering "'bunt Mitchell—the highest peak east of the Rookies, lying somewhat north of east# To the southeast stood the Mount Pisgah forests j while to the west the long, steep folds of the Great Smokies lifted their pirmactles into the clouds# Here was a vast wilderness area of prime timbers splendid stands of red spruce, balsam, hemlock, white pine, oak, poplar, hickory, and basswood# As yet, this great area of timber had been soaroely touched by industrial development# The value of the lands had never been visualised in terms of potential forest wealth. As Reuben 3# Robertson recalls » "The merchants comprising the town's business group dealt with produoe bought from local farmers# as well as with supplies needed on the farm/ Its most prominent merchants were known as Canton's *Big Four*t W. J# ('Dick') Hamptons Hampton's son-in-law, Turner Sharp| J# S# ('Nelse') Meases and Charley 'fells# The mercantile business at Canton was of necessity conducted on very narrow margins of profit. The farmers of the region produced enough food to maintain comfortably good health, bat handled very little cash, so that the Big Four had to watch the pennies, and they did so assiduously#* It was to Canton's Big Four that Peter Thomson and S# Montgomery Smith, In May 1905# made the first overtures toward obtaining land for a mill site# The Big Four , as well as most other citizens of the village, exhibited calm enthusiasm at the prospect of Champion moving into Canton# They must have taken pleasure in the fact that their community had been chosen over tfaynesville, Silva, Bryson City, and other towns that had bid unsuccessfully for the location of the new enterprise. And, even though there may have been individual reservations hers and there, there was general realisation of how much the Canton area would benefit from the presence of so large an industry. The merchants offered to act as a "steering committee* in helping Thomson to procure a site for the Champion plant, and to cooperate in other ways as the occasion arose# As to the rumor that chemical fumes from the mill would kill timber within a radius of ten miles, Thomson managed to reassure Canton citizens that such fears were totally unfounded# The mill he proposed to build, he told them, might produce some harmless "smells," but it would also do a great deal of good in providing work for many who were unemployed, and would eventually bring growth and prosperity to the entire region# If the "steering committee" would carry out its promises in good faith, he guaranteed that he would not install the customary commissary at Chnton for some time, but would leave the local merchants free to compete for the trade of his employees# Mot to be outdone with this laying of cards on the table, the Big Four announced that Mr# Thomson should know that Canton had a debt problem# Thomson listened tensely, anticipating the recital of a very gloomy storyf but he soon relaxed when "Dtok" Hampton 32) declared the debt to total $300.00 In community obligations. Gravely, c-cv polite. Thomson expressed his certainty that this (Sorppweibe debt" would not be a fatal deterrent to establishing the mill at Canton. The summer of 1905 was a busy one for Peter Thomson. The new paper making operation at Hamilton demanded a great deal of his attention, and there was much important work to be accomplished in Western North Carolina. His headquarters in Canton was at the Hears Hotel. This small hostelry did a thriving business during the several years that the Canton mill was in the process of construction. Since lands for the mill site had to be obtained from a number of different owners, George Saathers and 3. Montgomery Smith, with the cooperative Big Four, worked steadily at this complicated Job. 3y September, surveys of the various parcels had been made, maps prepared, and titles had been passed. Champion had had acquired sufficient land on the east side of the Pigeon Hiver upon which to erect the plant buildings. Meanwhile, during that crowded summer, Peter Thomson was deeply involved in negotiations for timberlands upon the headwaters of the Pigeon., Mr. Thomas Crary, president of Haywood Lumber and Mining Gbmpany, was a rugged individualist who had fought his way to prosperity through lumbering and tannery operations in Pennsylvania. He agreed to accept Thomson's offer of $10.00 an acre for the timber boundaries, but he demanded payment in cash. ba-v-i&avuv^ On the other side of the bargahhfcgg table, Peter Thomson held out for a payment plan of one-fourth of the purchase price down, and his note or bonds for the remainder. Payments would be divided into three equal installments, due in one, two, and three years. The notes would be secured by a mortgage deed on the property. "Uncle Tom* Crary was a stubborn trader and Peter Thomson was a de- 33) te rained Business man, Crary could not convince himself that he had made as good a deal for the sal© as he might have made, even after the option price provided by the contract had been paid to him. The summer was made hotter by the bitter controversy that attended each conference on the trans-fer of title* However, it all simmered down to an amicable agreement through the quiet persuasions of Crary1s partner, Mr* Young, At last, Thomson came into possession of his much desired 25,000 aarea of spruce timber on October 14, 1905. The Crary-Young lands were not the only tracts being sought for purchase by Mr* Thomson* Records indicate that between late 1905 and early 1906 he took title to 7,000 acres of the Shining Sock lands from C, W* Amsler and his associates| 4,000 acres on Cold Mountain from Welch and Osborne; 2,000 acres from Ferguson and Allstaetter; and 700 acres from W, J. Moore, These acreages, together with the Crary-Ioung boundaries, added up to about 40,000 acres of prime spruce and hardwoods. Title to the lands was originally taken by Thomson in his name, and were later transferred, on August 8, 1906, to the corporation of The Champion Fibre Cbmpapy. Preliminary work on the Champion mills was begun late in 1905* 3/ January 1906 the little village of Canton stirred with unaccustomed activity, On January 6 the Champion Fibre Comapny was chartered as an Ohio corporation, with Peter G. Thomson as president and Charles 3, Bryant as secretary and treasurer. Mow that the new operation was officially launched, Thomson engaged George F, Hardy, and industrial architect of Sew York City, to come to Canton and prepare working plans for the plants, Jim Harris was sent from Hamilton to take charge of the construction of the pulp mill, and Omega ("Oraa*) Carr, and industrial chemist, was employed to supervise the construction of the extract plant, Bryant would act as coordinator of the project* An executive nucleus had now been formed* But several important things be were still to accomplished: among them, the acquisition of land upon which to build homes for future mill employees. Negotiations for the purchase of real estate west of the river had proved unsuccessful, and Thomson now turned to higher land, lying east of the mill site, which Smith thought might be available* This tract of about 55 acres, known locally as the Jin-oey Patton tract, belonged to a widow, Mrs* Mary Ann Patton. Mrs. Patton was an astute business woman who operated a profitable dairy and vegetable farm, with outlets for her produce in Asheville. She had absorbed all the floating rumors concerning the hazards to be expected from fumes from the mill andffom the waste material that would be "flung" into the river. On the whole, she looked upon the sale of her land to Champion with an exceedingly cold eye. 3. Montgomery Smith, who was delegated to open negotiations with Mrs. Patton, failed in his task, even though he was instructed to offer her $100*00 an acre for her property/ She had been informed by local friends and acquaintances that Mr. Saith could hypnotize people in order to accomplish his purposes! and when he appeared at her home she made it a point to sit at the far end of the porch from him so as toavoid any possibility of being led into a transaction against her will through the evil influence of his projective satanic powers. George Sraathers, whom she knew and trusted—Mrs. Patton having been his first sohool teacher— fared little better than Smith, even though he patiently and honestly explained the benefits to be expected from Champion* s industrial presence in Canton. She brushed aside Smathere* earnest appeal and insisted that she talk with the "Big Man"—referring to Mr. Thomson— before she would make any decision about parting with her 55 acres. Much to her surprise, Mr. Thomson did call on her, after a lapse of a few days, bringing Mrs* Thomson with him. Laura Thomson was a lady of considerable friendliness and oharra, and Mrs. Patton took an immediate liking to her. Once the complaint that Smith had tried to obtain her property for nothing through hypnotism had been disposed of, the little conference took on an air of reasonableness and amity. A day later, after Mr. Thomson had looked over the property with her, Mrs. Patton agreed to make a deed for the traot that eventually became the employees' community of fibreville. Over the years, the homes in Fibreville were sold to Champion workers, and the identity of the original community merged with that of the flity of Canton. It is also to be reported that at about this time, in July of 1906, Champion purchased without incident the residence of "Melse* Mease and his wife Nannie: a long, much "beporched" structure that, with slight remodeling inside, would serve as gereral offioes of The Champion Fibre Company for the next twelve years. Earlier In 1906, probably sometime in February, activity was becoming evident up in the high mountains at a spot known as Three Forks. On the authority of Peter Thomson, 3. Montgomery Smith had selected a site on one of the recently acquired tracts of spruce for establishing a headquarters for logging and pulpwood operations. The site he chose was a long benoh of land situated where three forks of the west prong of the Pigeon River oame together. Smith repaired sever small buildings that existed on the site, moved his family into one of them, and established a snug camp, ills next step was to purchase a sawmill and a shingle machine, and to install them at a convenient location. »lth these staam-powered tools and a crew of loggers and carpenters he began oonstruoting a village of about 100 houses for men who would be employed in getting out timber for use at Canton. The 36) village that sprang up at Three Forks, about four and a half miles south of whore Lake Logan now lies, was not the customary collection of lumbermen's shacks, but a model town in miniature that could claim among its resources one store, a church, a school house, and a tiny post office# • M Mo, At Hamilton, meanwhile, doaktpaptioniih tide 2 paper mill was in pro* gress, and Peter Thomson found himself shuttling between that city and North Carolina. During his frequent visits to Canton, throughout the construction period of the pulp mills, he invariably went up to Three Forks to in* speot the operation there. After on® all night stay, he arose early and observed the sun in all its morning splendor rise over the mountain crests. He was so much impressed by this experience that he ordered the old name of Three Forks changed to Sunburst. U p to this time, Thomson had seen his plans for the North Carolina operation translated iafcoessfully into solid accomplishment. The plant at Canton and the houses of Fibreville were under construction! he had the deeds to 40,000 acres of convenient timberlands in his pocket} and a headquarters for timber operations had been established. His remaining project, however, of transporting timbers for the new mill buildings, and eventual supplies of pulpwood, from Sunburst to Canton was becoming more of a nightmare than a matter of time and patient effort. Since the day Mr* Thomson stood on the top of Shining Hook with S, Montgomery Smith, the idea of fluiaing timber and pulpwood down the length of the Pigeon River to Canton had appeared to him as altogether logical. It spelled rapid, low-cost transportation through the use of natural resources. Smith, in whose judgment Mr* Thomson had implicit faith, said that he had mads a thorough investigation of flume construction down the valley and was certain that the scheme would prove successful. This was J?) in direct contradiction to the opinions of several prominent citizens of Haywood County—among them Captain VilliamLAdttbtttor, Captain A, H. Hargrove and Mr. 0. M. Kinsland—all of whom lived along the Pigeon River. These ment who had worked for Mr. Thomson and were sonoerely interested in his suocess, stated that the feasibility of the flume line project was doubtful. There was not sufficient fall from the confluence of the east and west prongs of the Pigeon to Canton—a distance of about five miles. In spite of these discrepant opinions, Thomson pushed forward the work of securing rights-of-way for the flume with all haste. Added to his faith in Smith's apparent oompreaension of flume line procedures was an overwhelming desire to place the Canton pulp mill into operation before his contracts with suppliers of pulp for the Hamilton paper mill expired. The date of expiration was not too far distant. The task of obtaining the necessary rights-of-way from twenty land owners up and down the Pigeon valley turned out to be both tedious and exasperating. Some landowners were antagonistic) others were greedy for cash) many wanted Mr. Thomson to join personally in the execution of the deeds) while not a few proposed first to consult Dr. J. 3. /ilson, a prominent physician, who lived near Bethel and was much respected by Haywood County citizens for his intelligent counsel. A final house-to-house canvass of the Pigeon River folk was made by a party that included CJeorge Smathers, Dr. Wilson, Captain Vance and Peter Thomson himself, and all of the rights-of- way were at last secured. The job that had started in early January came to an end on July 5i 1906, Peter Thomson was 1a a mood for oelebration, but this mood was to be short lived. A final check of the survey that had been made in late Deo- 38) ember 1905 and early January 1906 by Captain v* H« Hargrove and H. C, Remsen revealed the deplorable fact that In order to build the flume line on grade It would have to be approximately 150 feet high at the forkg of the river* Suoh oonstruotion would be impractical, and its costs prohibitive* It also became evident at the same time that* in some oases* the rights-of-way for the line were too narrow, and that revised securements would have to be made* Jhy these facts were not discovered earlier, or why U* 3* Geological Survey sheets for the area were not consulted remains a mystery* Svea suoh vigilant executives as Jim Harris, Charles Bryant and Oaa Carr seem to have taken the success of the flume scheme for granted* The consequence of this misfortune was that, having spent some $h,000 on surveys and rights-of-way, Mr* Thomson was forced to abandon the fluming operation* Inordinately eager for its success, he had been too confident of Smith's judgment of its workability. Needless to say, there was bitter disappointment and chagrin on both sides* Early in 1906, when work on the Sunburst-to-Canton flume line plan had fp been in its first stages, there was urgent need for lumber £6rCahfconon-struotion of the rail! buildings at CAnton, In order not to impede construction, Jim Harris and Oma Carr obtained permission from Mr, Thomson to set up a sawmill in the Ilenson Cove and, later, one in the Rhodaraer Cove, a few miles distant from the mill site. From theae two small timber operations came a sizeable amount of lumber for the construction of cribs, as well as finishing material for the buildings, Even here, transportation was a problem because of the difficulty in securing teams to do the hauling* It was at about this time that Champion decided to purchase its own "fleet* of mule teams and wagons. In early April, mules were brought from Morristown, Tennessee, and became the motive power for delivering essential Materials to the construction site* During this period, Mont ffcratt of /aynesville, with a crew of men, was employed to improve the road from Canton up the west prong of the Pigeon to Sunburst# (ban this work was completed, Champion teams transported large roof beams of spruce and finishing lumber from the Sunburst sawmill to Canton# Some idea of the efficiency of this operation can be gleaned from the report that 500 board feet of lumber could be moved over the 18 miles of primitive road in two days# This helpful, if slow, operation lasted only about two months# In June rainy weather set in, and excessive precipitation continued into December, creating the wettest summer and fall in the memory of the oldest Haywood County inhabitants* Roads were transformed into quagmires of axle-deep mud. Unable to pull loads over the water-soaked roads, the mules were immobilis| ed al though single mules were dispached from time to time as pack animals for bringing in feed com for the rest of the "fleet." After the month of June, in fact, no lumber was forwarded from Sunburst for plant construction, and Champion had to rely upon sawmills in South Carolina and Georgia for material# The inordinate rains of the summer, fall and winter of 1906 and 1907 did more than "mush up" the road that ascended the Pigeon Valley to Sunburst. Construction work on the Canton mill lagged painfully and expensively# "The Bottom"—as the mill site was called—became an area of abysmal slime# The sides of pipe trenohes and foundation excavations would slough off during the night and have to be dug out again the following morning# Almost every job depended upon manpower in those days before the invention of heavy construction machinery so oommon today? and it was difficult to maintain a full crew of hands# The workers of the region ware largely t*Q) mountain farmer® who had little or no experAenoe on "public works," where they were under orders from a "boss." They very much needed the extra income from construction work, but the tending of their farms necessarily came first in their way of life. Construction crews were seriously depleted when planting and harvesting times arrived; and the man returned to work at the mill site only when these chores were completed. The hiring foreman reported that in order to keep the job moving ahead he "had to maintain three crews: one coming, one going, and one at work." The prevailing wage in the region for laborers, in the 1900s, was seventy-five cents for an eleven-hour d»yk day, and one dollar a day for foremen. Dan V/lld, the time keeper at Champion would ring a large bell, in- "hwMt -Vt.> <jo4n WtJvikb, stalled on the top of his office shaok, at 7.00 amittiaottoggottowowkk; an hour off for lunch was announced at 12.00 noon; and quitting time was signaled at 6:00 pm. Contract for the construction of the Canton mill had been awarded to Frank B, Gilbreth, who was then impressing many people with his methods of "scientific management" applied to construction jobs. He claimed great savings in costs from the briok-laying techniques he had developed. One feature called for special scaffolding built of iron pipe frames which could be used continuously, in contrast to the usual wooden scaffolding that was generally discarded when the job was finished. At Canton there was massive brickwork to be built, especially for the digester houses, where the walls at foundation level must be three to four feet thiok. Gilbreth*s more effioient method of laying brick, that included an expeditious system of brick and mortar delivery to the brick masons, was also Important from the standpoint of cost. Training the North Carolina Brlok layers in the Gil- k\) breth methods, however, proved to b® uphill work—quite frustrating, in fact. The local labor heartily distrusted the patented metal scaffolding, and most of it lay idle in the mud while carpenters put up the traditional framework of two-by-fours• Plagued by the uncertainty of local labor supply, Gilbreth decided to import a gang of about a hundred Bulgarians, together with an "interpreter boss* called a '•padrone.* The men were housed in a rough barracks on the mill site, close to the river bank, where they established their own bake ovens shaped like large bee hivest hard-crusted bread being a staple in their diet* The "Rooshians#* as they were called by the local citisenry, were slow and inefficient workers, but they were dependably "on the job," since they had no other place to go. Rain and mud, the uncertainties and inefficiency connected with labor orews, delays in obtaining construction materials, and hold-ups in the delivery of pieces of equipment which were so large that the Southern Railroad had to amend certain portions of its right-of-way before the equipment could be brought to Canton, all conspired to retard the building schedule of the two mills. The construction contract negotiated between Mr. Thomson and Frank Gilbreth was based on oost plus a percentage, without, however, providing a limit on Gilbreth1s compensation. The "scientific management* methods of the contractor had sounded very promising when they were being discussed with Thomson on the lawn of his home, baok in 1905* In practice, unfortunately, they did not produce the results of expedition and efficiency predicted by Gilbrethj and the "cost plus* transaction eventually proved very oostly for Champion. In those early years of the Champion organisation Peter Thomson dominated all activities, both at Hamilton and in flpith Carolina, ie was ex ceeding his physical capacity to oopa executively with all of the demanding details and situations. The strain experienced during two hectic years brought hiia near to the point of exhaustion. A period of rest, ordered by his personal physician, and total relief from the pressure of responsibility brought benificial results, Within the space of a few weeks he was able to regain his normal energetic drive and was again ready to assume direction of his growing enterprise. On June 7, 1905, Peter Thomson had acquired a son-in-law when Reuben 3. Robertson married his youngest daughter, Hope Lindenberger Thomson. At the time of his marriage, Reuben was a hard working Cincinnati lawyeri and Mr. Thomson, with his ability to evaluate people, thought he saw in the young man much of the drive toward accomplishment, the ambition to sucoeed, add the ability to make firm and well founded decisions that ho himself possessed. It was a temptation to add a much needed add promising executive to the Champion staff. Mr. Thomson lost little time in persuading his son-in- law to forsake the legal profession and enter the buisness of manufacturing paper. Ulth the mills at Canton 4nder construction and timber boundaries se cored, Thomson decided to send Reuben to the Berth Carolina area as manager of lumber and pulpwood operations. It may have been in the back of Reuben1s mind that this excursion from the law office was a temporary affair? that after The Champion Fibre operation was solidly established he would return to his practice in Cincinnati. He could not foresee that the adventure upon which he was embarking would be lifelong. It was during September 1906 that the Robertsons, with their six-months-old daughter, Hope, arrived at Canton. With trunks and other possessions stowed in a farm **3) wagon, Reuben drove his family up th® Pigeon valley, lying warm under th® late summer sun, to the newly established village of Sunburst, * 'q had to ford th® creeks ten times getting there," Mrs# Robertson said, reminiscing some fifty years later,"and folks would always say they'd make the trip God willing and the creek not too high. There wasn't much off a road in those days. Parts of the road were made out of logs, where the land was low and swampy. Logs wore cut and laid crosswise and you travelled over them, bumping along# Where it was dirt, it was bumpy in dry weather and muddy in wet weather# You'd mire up above the hubs and the oxen would have to pull you out# "When I came there with Reuben it was just the start of the town. Houses had been built for the workers# There were some 350 men working out of Sunburst then# Most of them were married and had their families with them# It was a good sized community# We live in a cottage near the river# I remember there was just one store# It was a little store and offered not much variety, but we got along. There was a ohuroh and a school# and I started the first Sunday school# Mother would send me down the lessons they were studying in their Sunday school classes at our church in Cincinnati, and I would use them# "I really didn't have time to get homesick# There was so much to do# Since we had so little, we had to do with what we had, or make it ourselves# I made all my own clothes and the clothes for ray babies. Coming here made me learn to do everything# You had to do for yourself or do without. It was a good lesson for me# "I remember that first Christmas at 3urburat# • . My daughter Mope was nine months old and it was her first Christmas# I told Reuben that we barf to have a real Christmas for her# The two of us—Reuben and I—went into the forest back of the house, and he chopped down a Christmas tree. Mother had sent me a lot of decorations add it turned out to be a very pretty tree. Folks in the community had never seen a decorated Christmas tree, and we invited them around and had a Christmas celebration. They were wonderful people. . , Reuben and I loved the people from the start. And they loved us. That makes a difference, , . % people back home said I wouldn't stay two years, I've been here fifty!* For a city-bred couple, suddenly uprooted from civilised living and planted in a backwoods, pioneer environment, the Robertsons adapted remarkably well. People in the locality soon looked upon Reuben with respect and confidence. He was one of them—a "mountain man"—and he became on of the most populat "ambassadors" that Champion has ever had. The failure of the flume project, and the abandonment of mule team • transportation due to mired roads, left Champion's heavy capital investment in timberlands on both pbongs of the Pigeon largely unproductive. Having built Sunburst as a locale from which to operate the lands, Thomson felt that he must contrive a way to make the valuable stumpage of spruce and dard-woods available as soon as possible. Solution to the problem, he decided, lay in the oonstruotion of a standard gauge railroad from Canton to Sunburst, It would not be an easy task; but, at the moment, he saw no other way out, George Smothers was instructed to secure a charter for the railroad from the 3tate of North Carolina, He succeeded in obtaining it in the name of the Pigeon River Railroad Company by November 1906, Oma Carr was elected president of the organization and Charles 3. Bryant became secretary and treasurer# As soon as Mr. John ft. Sohoolbred, an engineer from Naynesvilla, had located and surveyed the line, Reuben Robertson was assigned the job of acquiring rights-of-way for the project. The task required trie emphasizing of ^5) benefits to be derived from this convenient means of transportation by-land owners in the community* There was also the business of meeting—as Reuben Robertson remarks—"fair market values for lands, and of strategically overcoming objections, as is usual where rights-of-way for a corporation are involved* Construction for the roadbed was let to Xandell Brothers of Knox-ville, Tennessee. Troubles with residents along the line of construction ensued because of the landel crew's liberal use of dynamite in blasting away rook cliffs that obstructed the right-of-way* Sight-tfcotban-ton blocks of stone were, in some cases, blasted as much as a hundred foot from the line onto inhabited mountain farms. Some of these 'chunks' can still be seen, standing six feet high in a potato patch like meteorites that had fallen from the skymn But, before construction of the Pigeon River Railroad line was completed, the business recession that would hit the nation with its full force during the year 1907 was already on the horizon. In anticipation of the blow, The Champion Fibre Company hastily sold its timber boundaries on toe Pigeon watershed, together with its stock in the Pigeon River Railroad, to the Whit-mer Lumber Company, a northern corporation that had been acquiring large tracts of forest land in Morth Carolina* vith paper sales at iamilton on the decline, and with Champion's supply of capital funds at an uncomfortably low level, cash proceeds from the sale were of substantial help in carrying on mill construction at Canton* Commenting on Champion's release from the responsibilities of expensive railroad building, Reuben Robertson wrotei "When the Pigeon River Railroad was organized by Champion interests, the terminal points referred to in the charter were Sunburst at the south and Canton at the north. Sunburst was recognized as being located at the three forks of the west prong of the Pigeon .liver. The road was to be a common carrier between those two points. When the Whitmer interests took over they found that several timber tracts of substantial sise lay to the north of Sunburst, between the Three Forks site and the site of a sawmill they proposed to install about four miles to the north on the road to Canton. The /hitmer interests wanted to acquire these lands, but encountered unwilling sellers who were ooanting on the higher value for their lands which would prevail if the timber was made accessible by the presence of a common carrier railroad. • t. <• Iff "In order to ©scape the necessity of having tp a <s»e^t shipments of logs and lumber on a common carrier rate basis, the now owners of the Pigeon River Railroad took some liberties with terminology and with termini sis well, and moved Sunburst as a town, in name only, about four and a half miles to the north where Lake Logan now is. They changed the old name of Three Forks to Spruce, and so, In their view, ended the necessity of quoting common carrier rates on the timber which they wished to buy, Freight rates on the portion of the road that was operated as a private carrier were not subject to any controls. A rat© was a matter of agreement between the parties involved| and it can be safely assumed that the Whitmer interests eharged all that the traffic would bear. They were eventually successful in acquiring the lands in question. And this is the reason that two Sunbursts existedi the first and •legitimate1 one at Three Forks, and the one the unwilling sellers understandably referred to as the 'bastard* Sunburst." By the time the full Impact of the "Bankers* Panic" had struck the nation jun 1907, Champion was in grave financial difficulties. Although the panic was not of lengthy duration, it had serious effeots upon business. A great many commercial enterprises throughout the United States were foroed to suspend So v<fs-fv«ct<?^. operations. The exchange of money was for a time resPrPttidted that banks 4?) would, not cash a check written for mora than $1G.00j and not a few manufacturing companies carried on their financial affairs by the issuance of script. The year 190? found Champion greatly overextended. Construction of the Chnton mills* with an estimated cost of half a million dollars, was well in progress. At Hamilton, Ifo. 2 paper mill would soon be ready for startup. This operation was being equipped with Black and Clawson paper machines I three with 150-inoh trim and one with 133-inch trim. 3aoh of these machines would be powered by its own electric motor, and the mill itself would be lighted entirely by electricity. The total investment in equipment for the mill would also be in the neighborhood of a half million dollars. In the years immediately proceeding the panic, The Champion Coated Paper Company had been enjoying a very liberal margin of profits. Mr. Thomson expected to pay for the new developments at Hamilton and Canton chiefly from corporate earnings. Then the blow fell! Sales of paper dwindled to a mere fraction of their former volume, and profits vanished completely. The anticipated flow of funds to cover all construction oosts of course did not materialise. To put It plainly, Champion faced financial disaster. Probably for the first time in his life Peter Thomson was thoroughly depressed in the face of an adverse situation. Hot only was there a threat of stoppage of work on Champion projects, but, on the personal side, /or1. Thom-yfisidfewee, Lawc '• / oV! son had just completed his aswensiiachome hhunairehuJtu^u the site of his first home in College till at a cost of about one million dollars. He look-upon Laurel Qourt, with its palatial buildings and beautifully landscaped grounds, as family estate, not realising, perhaps, that the old days of the ancestral home had been superseded by mow modem ways of living. It was at Laurel Court, however, that Hr« Thomson lived until his death in 1931* In the midst Peter's deep discouragement help miraculously appeared. Reuben Robertson tells the storyI "Peter G. Thomson was of a modest, retiring type. He did not seek a hist of casual friendships. He was intensely loyal and most generous to all who were accepted in his circle of intimate friends| and that i*piltjtatural-ly generated a reciprocal loyalty in his friends. Prominent among his intimate friends were William Cooper Proctor, th© dynamic head of the Proctor and Gamble Company, and Jacob Sohmidlapp, one of Cincinnati's most respected bankers and financiers. Both had formed the highest opinions of Mr. Thomson's business acunmnnaadd his forthright honesty, /hen they heard that Mr. Thomson had been caught in an overextended condition when the Bankers' Panic developed, they came to him with offers of financial help, which of course were gratefully accepted. It was reported on good authority that Mr. Proctor came to Mr. Thomson and saidI 'Peter, I understand you are in urgent need of funds to carry you through the present emergency, and I want to help. Here is the kaey to my security box. Go take what you need and let me know the amount.' Mr. Sohmidlapp's help came through bank loans. Both men took their repayment through the purchase of preferred stock of The Champion Fibre Company. Mr. Proctor and Mr. Sohmidlapp became members of the board of directors and were most helpful during the trying years of Champion's financial austerity. Both men were 'strictly business' in daily commercial transactions, but both retained their human interests mid their willingness to be helpful to a friend in need," Intensifying Peter Thomson's difficulties in 1907 was the disharmony among tha executives who were responsible for Champion affairs at Canton. 49) Jim Harris, nominally general manager of paper making at Hamilton, was also supervising some aspects of mill construction at Canton* Woods activities were being carried on under the direction of S, Montgomery Smith, Oraa Car r was in charge of setting up the chestnut extract plant. Company finances were in the hands of Charles 3* Bryant, who had established his home in Ashe-ville# there existed no coordinating official for the Champion Fibre Company at Canton, so that all matters of importance required the personal examination suid interpretation of Mr* Thomson at Hamilton. The executives at Canton had found many awaaeneffor disagreement and few occasions for cooperation* Discords, frictions and jealousies were so unrestrained that the situation was undermining progress in the construction of the pulp and extract mills* Already under extraordinary strain from financial misfortunes, Mr. Thomson had V> j Mpd little energy or time available,bbyyndd his duties at Hamilton, to give to problems that were continually arising at the Canton project* Something had to be don®, and Thomson turned to Reuben Robertson for help. Reuben had been in the North Carolina area for several months and was familiar with the situation, even though he was not experienced in the detailed problems connected with the manufacture of wood pulp and tannin extract. He was elected to bee®®© a "cordinating" executive because, as he realistically puts it, "Champion's ox was in the ditch." In order that Reuben's official capacity would not be subject to question by the "cross-pur-osed* executives, Thomson wrote a brief letter of unmistakable authorityI The Champion Fibre Company Canton, N. C. November 4, 1907 Mr. Reuben 9, Robertson is hereby given full authority to take entire charge of details of every kind at the plant of The Champion Fibre 50) Co*, to employ add discharge hands, and his decisions are to be absolute in all matters* Peter G* Thomson, President •because of its very broad terras," Mr* Robertson writes, "it was frequently referred to by several of the executives as a letter of marque," The terra recalled the official documents issued a century agoso ago by governments at -was to private ship owners who wished to engage in the profitable business of capturing eneay shipping* It was not, however, Thomson's idea to sanation Reuben as a respectable pirate of executive initiative, but rather as an officer who would undertake to unravel the snarls of conflicting management at Chnton* Mr* Robertson continues« "On of the first moves made to establish a 'cease fire' among the warring executives was to bring them all together for a daily luncheon meeting in whioft all problems oalling for team action were discussed in frank and friendly fashion* These meetings proved to be most effective, not only in maintaining diplomatic relationship between the individuals, but also in 'educating' the undersigned in the techniques of mill operation* For the most part, only 'problems' were discussed, so the writer gained his familiarity with the company activities more from what was going wrong than from what was going right* Resourceful solutions were sought out through the common thinking of what came to be known as 'The Dinner Crowd,' The Dinner Crowd conference, established in 190?, has been carried forward for more than a half century and became standard practice in all Champion mills* Of course, over the years conference methods have been formalised and made more effective in all details and are today an essential part of Champion tradition*" 51) In spit® of many delays and financial anxieties, Champion was ready to begin the production of sulphite pulp at Canton in January 1908. The project had been designed to include a sulphite mill* a soda mill, and a tannin extract plants each of the three units large enough to constitute a distinct and profitable industry. The sulphite mill, first to be completed, was planned for the use of spruce chips, which are productive of long, strong fibres when digested with a liquor containing bisulphite of lime and sulphurous acid, under high temperature and pressure. Getting the sulphite mill into successful operation, however, had been beset with difficulties, Champion had no men in its organization experienced in the production of sulphite pulp. The only solution, here, lay in being able to recruit a knowledgable crew from competitive paper companies. Reconnaissance of the field by Jim Harris finally resulted in the discovery of Carl Jente, a German who had established an enviable reputation for skill in the making of sulphite pulp at the Laurentide Paper Cbrapany's plant at Three Rivers, -tee-bee, Fortunately, Jentz was amenable to emigrating to North Carolina, and was given full charge of sulphite production at the new Canton mill. In those far off days, paper making was considered to be a "secret" craft. It was almost impossible for management to discuss the mechanical and chemical techniques of the process with the superintendents or with other "specialist" members of the orew. To make things even more difficult for management executives, these "kings of the craft" displayed an undisguised contempt for paper chemists who worked with processes in the laboratory. To the "practical boys," laboratory experimentation was a thoroughly untrustworthy, if not actually useless, sphere of activity. The mechanical specialists included the worthy "guild" of lead burners, a group of metal workers who demanded freedom to carry on their labors in isolation, concealed from 52) the curious who might conceivably purloin the key secrets of the craft. In 1908, lead burning was an essential occupation in any industry that used corrosive chemicals. Lead burners fabricated on the spot and installed many large pipes and fittings used in the acid-making and digester departments of the pulp mill. The raw materials delivered to these artisans consisted of 3/8 inch-thick lead sheets, six feet square. Pipes out from the sheets were rolled to the desired diameter and were "lead welded" at the seams. These tubular forms could then be fitted with expertly fashioned elbows, fs, and even valves. The tools of the lead burner in action consisted of an aero-hydrogen torch in one hand and a "stick" of lead in the other. It is difficult to imagine that up to about 1915 all sulphite digesters, usually 16 feet in diameter and 5^ feet in height, were fitted with linings composed of curved lead sheets, all neatly "seamed" together. Sometime during the month of April 1908, the soda mill at Canton was -r-OY o yt f 'Z'Y! intoapp?a&i&04 The soda process remains the oldest method of making wood pulp. It involves the employment of sodium hydroxide, commonly known as caustic soda, as a digestive chemical for the reduction of short-fibred woods suoh as poplar, chestnut, gum and beech. The result is a pulp of soft texture and unusual bulk. For many years, soda mill operations had been common in the United States, and there was no secrecy about the process, as was the case with pulping by the sulphite method. Nevertheless, Champion, having had no experience in soda win production, was compelled to Import skilled workers from outside the organisation. Most of the recruited crew came from the sada mill of the --test Virginia Pulp and Paper Company at Mechanicsvill®, New fork. Their superintendent was a kindly, jovial, hard-working Irishman who had come up 53) the herd way to his post of technical importance* thfhsghghihiprpetitilal competence and directive ability. Many of the crew who had accompanied him to Morth Carolina were "Polanderaj! earnest» intelligent and reliable men who intended to make Canton their permanent home, and their employment by Champion the permanent source of their livlihood. It was not long before these inherently thrifty individuals owned their own homes, and became valued oitisens of the Canton community. Descendants of these early pulp makers today occupy responsible positions in the working forces at both the Canton p) and Pasadena pilots• In the soda pulp mills of Mew ihgland poplar had been the only wood used in this process for many years. In fact, the ea^loyment of poplar was considered a "must" among almost all manufacturers of soda pulp} just as spruce was deemed a "must" in the production of sulphite pulp, following this tradition. Champion planned to provide poplar wood as raw material for its new soda mill in north Carolina. Before all plans had been completed, however, Qma Carr Came to Peter Thomson with the results of an experiment he had been conducting in the laboratory. He had run a series of tests in which chestnut chips had been substituted for poplar in the soda process, after the tannin content of the ohips had been extracted. Carr thought he was on the threshold of a profitable discovery. Chestnut, in 1908, was a timber of great abundance in the Southern Appalachian Mountains, and the extraction and concentration of tanning liquor for tank oar shipment to leather processors had developed into a profitable industry. In efforts to aohieve maximum yield of tannio acid from chestnut. extract plants were using "hogs" and shredders with which to reduce the wood to ohips the sise of large particles of sawdust. In so small a chip, however, the length of wood fibres was proportionally reduced. 5*0 After the tannin had been removed by cooking, the waste had no value except as fuel for boiler furnaces at the extract plants. Since this material held a moisture content of about 65$, most of its calorific value was expended in evaporating the excess moisture. As Reuben Robertson recalls, Oraa Carr entertained the idea that chips of intermediate sise oould be employed, which would allow efficient eaoctraction of tanning liquor and still preserve the natural length of fibre in the chestnut wood. In that way the extracted chips oould be used later for the production of soda pulp. Carr secured a patent protection for this dual use of chestnut ohlps, and he assured Mr. Thomson that the sale of extracted tanning materials would pay for the initial cost of the cord wood. Being a man who enjoyed industrial pioneering, Mr. Thomson was impressed by Carr's unique and highly practical "double-use" idea. He made a contract with Qtaa Carr that covered design, operation, sales plan, and general management of the proposed extraot-to-pulp plant. The experiments on which Carr's planned processes were founded had been carried out, however, only in 5« t\e pilot-sized equipment. When full-smaUeraill operations were attempted the results were vastly different from the pilot plant trials. The ohipper designed by Carr produced chips that resembled planer shavings. These should have been satisfactory for both extraction and for pulping, but mill runs of fch )Y\ these bhd^sohips disclosed an unsuspeoted problem. The fluffy oiiip mass would not pack in the digestersI consequently, the digester capacity was out to about half. This posed a major economic difficulty. Added to this drawback was the high moisture content of the ohips that were to be pulped. Established pulping praotioes were adjusted to a moisture content in the wood of from 35 to ^5 per cent. The ohestnut ohips, fresh from the leaching tanks, carried moisture of about 65$. This threw out of balance all of the liquor 55) making, digesting, and chemical recovery processes that had been based on experience chiefly with poplar wood, Champion was still operating in an atmosphere of financial austerity, thus the loss of immediate profits from Carr•s invention was most embarass-ing. Four or five years of experimentation and adjustment were finally required to solve all the problems that plagued the process, Eventually, however, the extract plant was furnishing satisfactory chestnut chips to the soda mill for the making of clean, white wood pulp for paper manufacture, and Cahmpion was able to enjoy the use of the very profitable "costless" wood for many years. The ancient and gloomy aphorism, "all good things must come to an end," proved to be true in the case of th© Champion-developed dual use of chestnut wood, A fungus disease, accidently imported on botanical specimens from China, appeared in the northeastern United States about 1904, infecting and killing great areas of chestnut timber. Largely wind-borne, the fungus spread westward and southward despite efforts to control it. Eventually, the pestilence destroyed all of the chestnut forests in North America. The blight reached festern North Carolina during 1924, Fortunately, chestnut is a durable wood. For as long as fifteen or twenty years after the trees died, thai wood remained relatively suitable for the extraction of tannic acid and for pulping. Concurrent with the gradual disappearance of this profitable timber, and with the increase of costs connected with the logging of stands remaining in remote places, markets for large quantities of tanning extract were declinung. Synthetic leathers and new chemicals for processing natural leather, rubber shoe heels and soles, and the development of cheap plastics 56) ware rapidly eliminating the necessity for large-scale manufacture of tanning materials. And so at last, after some hO years of operation, Champion was forced to dimantle and dispose of its 36 gigantic autoclaves and other equipment that comprised the extract plant, and to stamp "paid" on the profit sheet of the memorable chestnut operation. The last carload of extract was shipped from Canton on Kuly 13, 1951• and the plant itself was sold for scrap on November 12 of that year. The luest 88r vood When the sulphite mill at Canton was put into production in January 1903, the woodyard at the mill was stooked to overflowing with billets. This supply of raw material had been bought on oontraot from private operators who had been more than willing to fulfil their obligations during the panic years of 1906 and 1907. But once a pulp mill goes into full operation, the seeming abundance in its woodyard would be rapidly dissipated if the office of /ood Procurement did not work constantly to keep fresh supplies coming in. Although some requirements of spruce for the Canton sulphite mill were forthcoming from the Pigeon River lands, under contract with the Ihitmar Lumber Company and, later, under its sucoessor, the Suncrest Lumber Company, Champion could not afford to depend upon these sources alone. Management therefore decided to undertake timbering operations of its own. A small traot of some 2,500 acres, known as the Javls lands, lying at the crest of the Plott BalsamsMountains in the northernmost area of Jaokson County, was purchased in 1908 and was speedily developed for harvesting the dense stands of spruce that covered the rugged slopes. The word "speedily," as it applies to logging practioes in the early years of the century, has only a relative meaning today. The boundary of timber was situated in exceedingly rough terrain, in the vicinity of the now familiar aterrook Knob. Looking across this range of the Balsams from the present Blue Ridge Parkway, one can imagine the toiling ox teams as they slowly moved components of 57) of heavy equipment through the wilderness to the site of operations. Pre-needing them would be the swampers, whose job its was to clear ways for access roads and for the eventual flume line. One point of delivery of spruce wood from this tract to the Southern Railroad, for shipment to Canton, was at the small town of Addie. As Reuben Robertson describes the operation* "Spruce logs were •snaked1 from the forest by the usual horse and ox team methods that prevailed at the time. The logs were 'yarded' at a cut-up mill located at the head of a five-mile-long flume. Here they were out into 30-inch billets by a power-driven 'drag' saw, then split into flume-size pieces by a vertical power-driven splitter from which the wood fell directly into the flume without further handling. At the delivery end a screen was placed so as to separate flume water from wood and to throw the wood directly onto the waiting railroad car, where a small crew 'ricked' it for maximum loading. "Half of the spruce boundary lay on the Southern Railroad side of the main divide, and the other half lay on the far side in the Oconaluftee River watershed. After the nearby timber was removed, ways and means were studied by which the high-altitude spruce, that lay on the Oconaluftee side, could be brought across the more than 6,000-foot-high backbone of the Plott Balsams for delivery to the cut-up mill at the head of the Addie flume. "It was decided that the best method was to place a ground skidier on the ridge to drag the logs uphill to the crest, and then to 'ballhoot' them down to the cut-up mill on the Addie side. However, skidders were steam driven and required considerable quqntities of water for boiler feed, and there was of course no water available on the mountain top. The nearest water supply was found in a spring about 1,000 feat below the top, and the water would have to be pumped to the skidder site. A lift of 1,000 feet means a resistance of about 500 pounds per square inch at the pump dis 56) charge, and that was too much for any of the redily available pumps. The problem was solved by using three gasiline motor-driven pumps, spaced so as to divide the 'lift' equally between them—each pump receiving its water supply from a small tank and sending its discharge into the receiving tank of the next highest pump. Obviously, this was not a cheap method of producing pulpwood; but Champion*s *ox was in the ditch * as far a spruce pulpwood was concerned and the expedient helped to maintain the wood flow to the sulphite mill. "A considerable portion of the spruce timber on the Davis tract lay on the Ooonaluftee side of the mountain, too far down in the valley to permit its being moved across the mountain by skidder-and ballhoot methods to the Addle flume. It was obivious that it should move downstream of 3ooo Creek to the railroad shipping point at 81a, At that time some Pennsylvania lumbermen had built a 20-mile flume from a point near the Davis tract down to £La, It was operated under the name of the Soco and Oconalufee Flume Company, not only for the purpose of transporting the lumber in which they were most directly interested, but also for any forest products that might be offered," This already established flume apparently was not conveniently situated for all portions of the Balsams operation, however, and another scheme for transporting logs was tried. "The topography of the valley was such that a method of handling the spruce logs, different from that used of the Addie side of the mountains was called for. Trees were felled in the woods in the usual way, but were skidded to yards along the banks of the Hornbuekle Branch of the Ooonaluftee River, Then, two dams were built in the streams a 'splash dam,' near the headwaters of the Branch, to impound water; and a 'catch dam' to stop the logs at a point accessible to a out-up mill similar to the one on the Mdie side. 59) "The splash dam was equipped with a log gate that oould be trippe d to cause an artificiql 'tide * or flood in the bed of the stream, which was intended to oarr the logs to the catoh dam. The catoh dam consisted of a number of logs st vertically across the stream, each log being separated from its neighbors by an opening of about 3 feet. The vertical logs were expected to arrest and hold the spruce logs while the water of the tides passed through the openings. The plan had been used successfully in New England forests, but operating conditions in the Plott Balsams were much more rugged, and log-carrying tides were far easier to start than to control, Many logs escaped from the fingers of the catch dam and disappeared downstream, never to be seen again. The splash dam idea was accordingly abandoned as impractical, "Similar costly experiences were had by the Scottish Lumber Company, with headquarters at Newport, Tennessee, and by the former owners of the Dead Creek tract of The Harris Woodbury Lumber Company in the Smokies, This latter tract was later purchased by Champion as part of its Smoky Mountain holdings," Ways and means, trials and errorsi But the mere mechanics of pulpwood procurement did not pose the only problem. There was sometimes the matter of boundary lineal "The Davis heirs were very watchful to make sure that our loggers did not stray over the line into the area that belonged to the Davis fatally, and that was not included in the purchase contract. Land surveys covering such mountain boundaries—originally of little value—were very inaccurate and always involved uncertainty as to whether measurement should be 'surface' or 'level,' Level measurement was more expensive to accomplish, but, on steep mountain slopes, yielded a much larger usable acreage. An argument over the proper location of the line developed between Champion's woods superintendent, Harry Rotha, and the Davis heirs, A suit was brought in the local court and an injunction was brought against Rotha and Champion forbidding timber cutting in the disputed area, 3ut Rotha, knowing Champion's urgent need for pulpwood, assumed that in the high mountain area no one would be wiser if he 'forgot* about the injunction—just for a little while. However, the watchful Davis heirs caught him red-handed and hailed him into court to face an outraged judge, who cited him for contempt of oourt, "After hearing the evidence, the judge held Rotha guilty and proceeded to pronounce sentence} 'For your willful violation of a special oourt order I sentence you to six months in laywood County jail,' Then he paused for a few moments and added in an undertones 'The sentence will be suspended on payment of a fine of $500,00.• In that interval, however, Harry Rotha died a thousand deaths and suffered all the physical anguishes that accompany such a sentence, Champion paid the fine," Chestnut, hardwoods, hemlock and pine were all within easy reach during the years Immediately following the start-up of the sulphite and soda mills at Canton. But Champion, with constantly increasing demands for its products, was finding it extremely difficult to obtain sufficient supplies of spruoe for the sulphite mill. Champion had achieved national and even international recognition in the industry, and orders for its papers were crowding production capacity. On January 28, 1909, the firm received the largest paper contract ever let to a single concern by the United States Government. The order called for 11 million pounds of ooated book paper to be used in printing government publications at the Government Printing Office. The money involved was olose to $750,000. In November of the same year. Champion se oared its first export order for ooated stock. This $5^,000 contract came from Spioer Brothers of London, England, at that time one of the world's largest paper jobbers. 61) In the face of rapidly burgeoning sales, it was iraperitive that further sources of spruce be immediately secured and placed in production. "Close to the nearby town of Hazelwood,* writes Reuben Robertson," the Quinlan-Monroe Lumber Company had established a circular sawmill, which delivered its products over a tram road, about 5 miles in length, from the mill to the Southern Railroad at Haaelwood, As there were substantial bodies of spruce timber on the headwater branches of Richland Creek (known as Cherry and Shlney Branches) in Haywood County, Champion in 1910 decided to purchase the entire operation. The lumber business had been unprofitable, and the Quinlan- Monroe physical properties were in very bad condition when Champion took over. The first problem was one of rehabilitation. "For instance, the tram road was built with one wooden rail arid one light-weight iron rail. The loaded cars were 'drifted' down the grade to the terminal by gravity, and the empties were hauled back to the starting point by auel teams. The 'drifting cars' were supposedly controlled in speed by a brakeaan who rode the rear-end of the car; but thebbrakes were not efficient, and the roadbed was strewn with the wrecks of cars that had gotten out of control. "After replacing the old makeshift rails with iron rails of substantial size, Champion then purchased its first steam logging locomotive. It was a geared 'job,' built by the Heisler Locomotive Company, capable of climbing the steep 10 to 15 per cent grades that prevailed in the area. Log oars were purchased and rails were laid into the woods* so that spruce logs could be brought to the sawmill, where they were cut into 'cants' of pulpwood size for shipment to Canton. "After the spruoe had been removed from the lower altitudes, plans were developed for reaohing not only the spruoe on the high lands purchased from 62) the Quinlan-Monroe Company, but also for reaching Champion* s main body of apruoe on the Pigeon River watershed. The latter could be attained by carrying the rails of a narrow-gauge railroad through a gap in the Balsam Mountains at an altitude of about 5*500 feet. Between the elevation of the end of the Quinlan-Monroe logging road and this gap there was an elevation difference of about 2,500 feet, and these slopes were forested only with hardwood timber in which Champion was not interested at the time# The development program called for getting through this area—barren so far as spruce was concerned— as quickly and as cheaply as possible. The quickest and cheapest way of tying the two elevations together was through an incline. "The Roebling .Engineering Company, famous for their manufacture of wire rope (and the Brooklyn Bridge), had developed a gravity incline unit by which the descending load would draw the empty cars to the top. Because of the great difference between the weight of the descending load and that of the ascending empties, very powerful brakes were imperitive. The cable was wound around two interlocked drums mounted on vertical shafts, with brake bands encompassing the entire ring of the drums, which were about \2 feet in diameter. The brakes were controlled manually by th® incline operator, and proved entirely adequate for th® work. Roebling*s design provided for a single traok above and below the middle point of the inoline, with double tracks of sufficient length installed at the middle of the inoline to permit the load a and the en$>ties to pass each other. These passing tracks were equipped with very ingenious automatic switches which worked quite well. So far as I know, this was the first logging job In Western North Carolina which successfully used the inoline principle as an element in its transportation system. "Our manager of woods operations at that time was Frank Winchester, a lumberman of long experience in mpuntain logging. On one occasion an as- oending oar was loaded with iron rails for use on the extension of the raad that eventually was to reaoh the Pigeon River watershed area* A heavily loaded, descending wood oar was slowly drawing the lighter load of rails to the top, and Inohester was following on foot upon the incline to make sure that all went well# Suddenly, the cable attached to the oar loaded with rail snapped in two, allowing the car to rush down the grade at frightful speed* Fortunately, Winchester saw it coming, and quite as fortunately there was a large hardwood log lying alongside the track* ftri&ng a frantic dive for the shelter of the log, './inohester got there just seconds before the carload of rails •sprayed' over the log. It was the 'closest shave' that Winchester had ever experienced in all his years in the woods* He was glad to get back to the valley that day, and we readily understood his feeling of relief* Underwear replacement was properly considered an expense account item* "Champion continued to find it necessary to pick up small bodies of spruce on tracts scattered throughout the mountain area in order to maintain its flow of spruce pulpwood. It developed spruce operations in the jprucement area of the Plott Balsams near v/aynesville on rails originally installed by the Kessawayne Lumber Company* One rail extension was confronted by a 60-foot waterfall on the Campbell's Creek watershed# Here the rail-supporting structure had to be suspended from massive overgead timbers which crossed the narrow gorge of the river, and involved operating a logging loooaotive for a short distance over a 20I grade. For the purpose a Climax locomotive (known as the 'Black Satchel') was used* This engine was equipped with two gear ratios* the low gear provided a speed of about 3 miles an hour and would permit climbing grades of 20$j the other 'high' gear ratio afforded a speed of from 6 to 8 miles per hour on easier grades# "It is obvious that muoh resouroefullness and adaptability had to be exo raised by the supervisors responsible for these woods operations conducted under extremely difficult conditions•* Trouble at Hamilton Just before the outbreak of fork 'far I, the Champion mills at Hamilton suffered a paralysing catastrophe. The year was 1913* fifteen years after the flood of I898. Memories of that flood returned when men at Champion observed the waters of the Miami rapidly rising after three days of almost steady rain. A ten-inch downpour on Monday, April 2^, brough the river to the crest of a mighty flood? and by afternoon water was inundating the flats in a direct line with the plant buildings. 3mployees who lived on the east shore of the Miami were advised to go home as quickly as possible. Bridges that crossed the river were threatened by the deluge of water, which eventually broke up and washed away all four of them. At the mill, fifteen or twenty men remained to diengage the leather power belts and store them where, it was hoped, they would be safe from water damage. The next job was to rescue what paper they could. By nine o'clock that evening water began to pour into the mill, extinguishing the fires in the boilers, "fhen the crew decided to leave, only one safe exit remained to them. Great rolls of paper, which expanded as water soaked into them, were shifting position. In the looker room water had risen to the height of men's shoulders. The entire mill was isolated by the rushing flood. The last win to leave was forced to climb through a skylight to the roof of the warehouse. From there they jumped precariously to a hillside to the west of the mill. In another building, ten men were cut off from escape into the warehouse fcy an angry stream of water. The swollen river had swept away smaller buildings like so many match boxes. It uprooted trees and wrenched freight oars from their trucks and carried them 65) downstream# It was discovered later that one plunging box car had torn away part of the north wall of Mo. 2 mill. Like a dark fortress, the mill stood in the middle of the raging river's tide, and there was no predicting how long it would continue to defy theq terrible onslaught. The men who had ©soaped from the warehouse did not desert their ten fellow workers trapped in the west building. They soon realized that two 3tout cables that spanned the gap between the buildings offered the only hope of rescue. One heroic volunteer managed to inch his way across this most unlikely of all bridges, with a rope tied to his waist. A short plank, attached to the other end of the rope, was laid across the two cables. With only a movable plank for supporting a man in the process of rescue, and a rope for returning the plank to another waiting for evacuation, one by one, the ten men and their rescuer were ferried across to the warehouse roof, from which they gained the safety of the hillside. But water was not the only enemy abroad. At one o'clock on that black Wednesday morning fire broke out in three places in the color room on the west side of the mill. The origin of the fire is uncertain. On© supposition is that it was started from the flames of a burning building that had floated down the river to lodge in the mass of driftwood wedged against the color room walls. The fire continued to burn during the hours of darkness, eating away two stories of the color room and the roofs of the coating room and reel room. B|y early daylight a number of Champion men who had returned to the scene from their homes joined those who had spent the night on the hillside. Together they managed to form a buoket brigade, and worked desperately to extinguish what flames they could reach. In spite of their efforts fire still blazed here and there in the mill. It appeared to them that there was some oha me of getting the fire under control before it reached and ignited the 66) mass of flood-packed rubbish# This chanoe depended upon the possibility of attaching a hose to a submerged pump, and upon successfully getting up steam in a boiler in order to operate the pump. One boiler was now fortunately free of flood water. A hardy individual, who must have been an experienosd swimmer, volunteered to crawl through a high window in the pump room and dive into the icy water that still covered the pump. His first two tries at attaching hose to pump failed, but his third venture succeeded. From three in the afternoon until darkness fell men played a stream of water from the hose onto the fire and finally quenohed the last of the flames. Again, days following were occupied with the exhausting task of clearing away slime and tangled litter which flood and fire leave behind than. Mud and rubbish were loaded on a freight oar, to be hauled away and disposed of. It was discovered that at one time during the flood, water had been 18 feet deep in the coater room, and that the interior of the office building, now literally plastered with mud, had been filled to the celling. There was of course a tremendous loss of paper stock. Most of the ooaters remained worthless junk* All told, the damage amounted to about $1,000,000, only part of which was covered by insurance. During the days that followed the flood, Bampion was able to render some comfort and aid to the citisens of Hamilton. Due to the flood, the west aide of the olty was without water supply, as well as without electricity. As soon as broken water mains could be repaired Champion mill pumps were put into operation to sppply water to that section of the town; and Champion generators were connected to outside lines to furnish it with sleotrio ourrent. It is of historical interest that the first motor truok owned by Champion did yeoman service during the immediate post-fliod p eriod. The truok 67) was a three-ton Packard, and Charley Stephens was its driver and raeohanic. Railroad transportation was so seriously crippled by the flood that Charley was given the assignment of making trips between Hamilton and Cincinnati, Because of deteriorated roads and the fact that the Packard's engine was equipped with a governor that kept speed to 12 miles an hour, Charley did well to ooraplete two round trips during a 12-hour day. The taxing experience of the flood, however, soon became only a matter of memory. In an unbelievably short space of time, with the able help of Champion employees, the two paper mills were again in operation. Rehabilitation of the coating mill, on the other hand, involved a more extensive task of restoration and refitment. There were 2k new ooaters to be constructed and adjusted, besides the procurement and installation of all other equipment necessary to coating operations. Nevertheless, in just ten weeks, on June 15#1913# the coating mill reopened for production, and by August all but two ooaters were on the line, the new ooaters were now individually equipped with electric motors instead of with steam-driven belts, which frequently were a source of annoying trouble, and sometimes the cause of serious accidents. It was comforting to know that floods never again would threaten Champion and the City
Object’s are ‘parent’ level descriptions to ‘children’ items, (e.g. a book with pages).
-
This 215 page document written in 1963 by Corydon Bell covers a wide range of topics relating to Champion Paper and Fibre Company. This document has been separated into five different chapters for easier reading: Chapter 1. Founder and the Enterprise ; Chapter 2. Corporate Image; Chapter 3. Champion and Forest Management; Chapter 4. Champion and Forest Management; Chapter 5. Executive Succession.
-


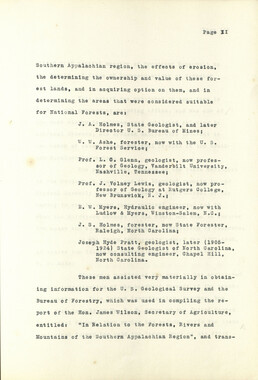







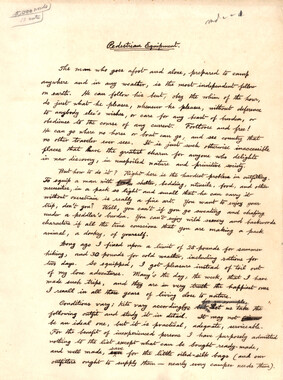

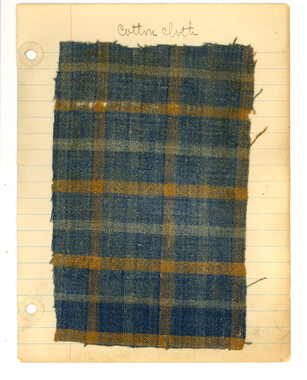
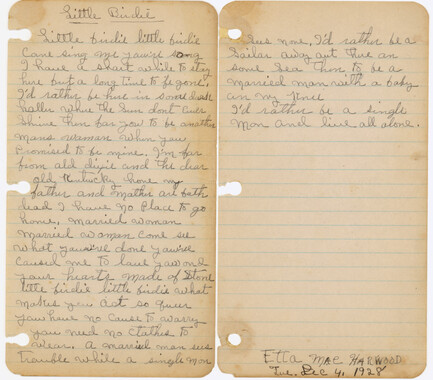




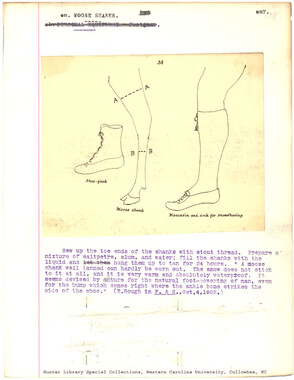




Part of Collection
Canton Champion Fibre Company